ГОСТ ISO 5609-2015
Группа Г23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗЦЫ РАСТОЧНЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ СМЕННЫХ МНОГОГРАННЫХ ПЛАСТИН
Обозначение
Boring tools with mechanically clamped indexable insert. Symbols
МКС 25.100.10
ОКП 39 2150
Дата введения 2017-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом "ВНИИИНСТРУМЕНТ" (ОАО "ВНИИИНСТРУМЕНТ") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 "Инструмент"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 12 ноября 2015 г. N 82-П)
За принятие проголосовали:
Краткое наименование страны по МК (ISO 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркменистан | TM | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
Украина | UA | Госпотребстандарт Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 8 июня 2016 г. N 575-ст межгосударственный стандарт ГОСТ ISO 5609-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2017 г.
5 Настоящий стандарт идентичен международному стандарту ISO 5609-1:2012* "Оправки инструментальные для растачивания на токарном станке с цилиндрическим хвостовиком для многогранных режущих пластин. Часть 1. Обозначение. Типы, размеры и расчет с учетом поправок" ("Tool holders for internal turning with cylindrical shank for indexable inserts - Part 1: Designation, styles, dimensions and calculation for corrections", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан техническим комитетом по стандартизации ISO/TC29 "Инструмент", подкомитетом SC 9 "Инструменты с режущими кромками из твердых режущих материалов" Международной организации по стандартизации (ISO).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВЗАМЕН ГОСТ 27686-88
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт устанавливает символы, предназначенные для условного обозначения типов и размеров расточных резцов с цилиндрической державкой с механическим креплением сменных режущих многогранных пластин.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие ссылочные международные стандарты*. Для недатированных ссылок применяют последнее издание ссылочного документа (включая все его изменения):
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ISO 2768-1, General tolerances - Part 1: Tolerances for linear and angular dimensions without individual tolerance indications (Допуски общие. Часть 1. Допуски на линейные и угловые размеры без указания допусков на размеры)
ISO 3002-1, Basic quantities in cutting and grinding - Part 1: Geometry of the active part of cutting tools - General terms, reference systems, tool and working angles, chip breakers (Основные величины, относящиеся к процессам резания и шлифования. Часть 1. Геометрия рабочей части режущего инструмента. Основные термины, эталонные системы координат, углы резания и истинные углы режущего инструмента, стружколомы)
ISO 5609-2, Tool holder for international turning with cylindrical shank for indexable inserts - Part 2: Style F (Оправки инструментальные для растачивания на токарном станке с цилиндрическим хвостовиком для многогранных режущих пластин. Часть 2. Тип F)
ISO 5609-3, Tool holder for international turning with cylindrical shank for indexable inserts - Part 3: Style K (Оправки инструментальные для растачивания на токарном станке с цилиндрическим хвостовиком для многогранных режущих пластин. Часть 3. Тип K)
ISO 5609-4, Tool holder for international turning with cylindrical shank for indexable inserts - Part 4: Style L (Оправки инструментальные для растачивания на токарном станке с цилиндрическим хвостовиком для многогранных режущих пластин. Часть 4. Тип L)
ISO 5609-5, Tool holder for international turning with cylindrical shank for indexable inserts - Part 5: Style U (Оправки инструментальные для растачивания на токарном станке с цилиндрическим хвостовиком для многогранных режущих пластин. Часть 5. Тип U)
ISO 5609-6, Tool holder for international turning with cylindrical shank for indexable inserts - Part 6: Style Q (Оправки инструментальные для растачивания на токарном станке с цилиндрическим хвостовиком для многогранных режущих пластин. Часть 6. Тип Q)
3 Система обозначения
3.1 Условное обозначение включает в себя 10 символов для обозначения размеров и других характеристик резцов и пластин.
К стандартным обозначениям производителями могут быть использованы дополнительные символы, состоящие не более чем из трех букв или цифр при условии, что эти символы будут отделены от обязательных знаком тире.
3.2 Обозначение резцов должно состоять из десяти обязательных символов, значения и последовательность расположения которых приведены ниже:
1 - символ (буква), обозначающий тип державки резца (см. 4.1);
2 - символ (число), обозначающий диаметр хвостовой части державки (см. 4.2);
3 - символ (буква), обозначающий длину резца (см. 4.3);
4 - символ (буква), обозначающий способ крепления пластины (см. 4.4);
5 - символ (буква), обозначающий форму режущей пластины (см. 4.5);
6 - символ (буква), обозначающий тип резца (см. 4.6);
7 - символ (буква), обозначающий величину заднего угла (см. 4.7);
8 - символ (буква), обозначающий направление резания (см. 4.8);
9 - символ (число), обозначающий размер режущей пластины (см. 4.9);
10 - символ (число), обозначающий форму хвостовой части державки с лысками (см. 4.10).
Между символами позиций 3 и 4, 9 и 10 в обозначении резцов проставляется тире.
Пример
1 2 3-4 5 6 7 8 9-10
S 25 S-P S K N R 12-41
4 Символы обозначения
4.1 Символ, обозначающий тип державки резца, должен соответствовать указанному в таблице 1.
Таблица 1
Символ | Тип державки |
S | Цельная стальная |
A | Цельная стальная с отверстием для подачи смазочно-охлаждающей жидкости |
B | Цельная стальная с антивибрационным устройством |
D | Цельная стальная с антивибрационным устройством и отверстием для подачи смазочно-охлаждающей жидкости |
C | Твердосплавная с неподвижной стальной головкой |
E | Твердосплавная с неподвижной стальной головкой и отверстием для подачи смазочно-охлаждающей жидкости |
F | Твердосплавная с неподвижной стальной головкой и антивибрационным устройством |
G | Твердосплавная с неподвижной стальной головкой с антивибрационным устройством и отверстием для подачи смазочно-охлаждающей жидкости |
H | Цельная из высокопрочного металла |
J | Цельная из высокопрочного металла с отверстием для подачи смазочно-охлаждающей жидкости |
K | Из высокопрочного металла с неподвижной стальной головкой |
L | Из высокопрочного металла с неподвижной стальной головкой и отверстием для подачи смазочно-охлаждающей жидкости |
4.2 Символ, обозначающий диаметр хвостовой части державки, соответствует диаметру в миллиметрах. Если величина представлена одной цифрой, то ей должен предшествовать ноль.
Примеры
1 Диаметр хвостовой части 25 мм - символ 25.
2 Диаметр хвостовой части 8 мм - символ 08.
4.3 Символ, обозначающий длину резца, должен соответствовать указанному в таблице 2.
Таблица 2
Размеры в миллиметрах
Символ | Длина резца |
A | 32 |
B | 40 |
C | 50 |
D | 60 |
E | 70 |
F | 80 |
G | 90 |
H | 100 |
J | 110 |
K | 125 |
M | 150 |
N | 160 |
P | 170 |
Q | 180 |
R | 200 |
S | 250 |
T | 300 |
U | 350 |
V | 400 |
W | 450 |
X | Должна быть указана специальная длина |
Y | 500 |
4.4 Символ, обозначающий способ крепления пластины, должен соответствовать указанному в таблице 3.
Таблица 3
Символ | Способ крепления | Форма пластины | Рисунок |
C | Крепление сверху | Пластина без отверстия |
|
M | Крепление сверху прихватом и через отверстие | Пластина с отверстием или с тороидальным отверстием |
|
P | Крепление через отверстие |
| |
S | Крепление винтом через отверстие | Пластина с тороидальным отверстием |
|
4.5 Символ, обозначающий форму режущей пластины, должен соответствовать указанному в таблице 4.
Таблица 4
Символ | Угол при вершине | Форма пластины | Примечание | |
H | 120° | Шестигранная |
| Равносторонняя и равноугольная |
O | 135° | Восьмигранная |
| |
P | 108° | Пятигранная |
| |
S | 90° | Квадратная |
| |
T | 60° | Трехгранная |
| |
C | 80° | Ромбическая |
| Равносторонняя и неравноугольная |
D | 55° | |||
E | 75° | |||
M | 86° | |||
V | 35° | |||
W | 80° | Шестигранная с углом 80° |
| |
L | 90° | Прямоугольная |
| Неравносторонняя и равноугольная |
A | 85° | Форма - параллелограмм |
| Неравносторонняя и неравноугольная |
B | 82° | |||
K | 55° | |||
R | - | Круглая |
| Круглая |
Примечание - Угол при вершине является наименьшим углом при вершине. | ||||
4.6 Символ, обозначающий тип резца (см. раздел 5, таблица 9).
4.7 Символ, обозначающий величину заднего угла сменной многогранной пластины, должен соответствовать указанному на рисунке 1 и в таблице 5.

Рисунок 1
Таблица 5
Символ | |
A | 3° |
B | 5° |
C | 7° |
D | 15° |
E | 20° |
F | 25° |
G | 30° |
N | 0° |
P | 11° |
Примечание - Для неравносторонних пластин символ относится к заднему углу более длинной стороны. | |
4.8 Символ, обозначающий направление резания, должен соответствовать указанному в таблице 6.
Таблица 6
Символ | Направление резания | Рисунок |
R | Правое |
|
L | Левое |
|


4.9 Символ, обозначающий размер режущей пластины, должен соответствовать указанному в таблице 7.
Таблица 7
Форма пластины | Символ |
Равносторонняя и равноугольная (H, O, P, S и T); равносторонняя и неравноугольная (C, D, E, M, V и W) | Символом размера многогранной пластины является длина режущей кромки без учета десятичного знака. |
Неравносторонняя и равноугольная (L) неравносторонняя и неравноугольная (А, В и К) | Символом размера многогранной пластины является длина наибольшей или главной режущей кромки без учета десятичного знака. |
Круглая (R) | Символом размера круглой пластины является величина диаметра без учета знаков после запятой. |
Примечание - Если размер пластины состоит из одной цифры без учета знаков после запятой, то ей должен предшествовать ноль. Пример - Длина режущей кромки 9,525 мм - символ 09 | |
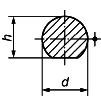
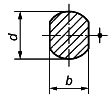
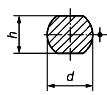
4.10 Символ, обозначающий форму хвостовой части державки с лысками, должен соответствовать указанному в таблице 8.
Таблица 8
Форма хвостовика | Форма хвостовика | Форма хвостовика | Форма хвостовика | Форма хвостовика | |||||
Символ | Рисунок | Символ | Рисунок | Символ | Рисунок | Символ | Рисунок | Символ | Рисунок |
10 |
| 11 |
| 12 |
| 13 |
| 14 |
|
- | - | 21 |
| 22 |
| - | - | - | - |
- | - | 31 |
| 32 |
| 33 |
| 34 |
|
- | - | 41 |
| - | - | - | - | - | - |
Обозначения | |||||||||
5 Сводные характеристики
Символы и характеристики расточных резцов с цилиндрическим хвостовиком с многогранными режущими пластинами, стандартизованных в ISO 5609-2, ISO 5609-3, ISO 5609-4, ISO 5609-5 и ISO 5609-6, должны соответствовать указанным в таблице 9.
Таблица 9
Размеры в миллиметрах
Тип | Резец с главным углом в плане | Символ длины режущей кромки | Ссылка на размеры по ISO 5609 | |||||||||
8 | 10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 60 | |||
F |
| 06 | 06 | - | - | - | - | - | - | - | - | ISO 5609-2 |
| ||||||||||||
| - | 11 | 11 | 11 | 16 | 16 | 16 | 16; | 22 | 22 | ||
| ||||||||||||
K |
| - | - | - | 09 | 09 | 09; | 12 | 12 | 15; | 15; | ISO 5609-3 |
| ||||||||||||
L |
| 06 | 06 | 06 | 09 | 09 | 12 | 12 | 12 | 16; | 16; | ISO 5609-4 |
| ||||||||||||
| 03 | 04 | 04 | 04; | 06 | 06; | 06; | 06; | - | - | ||
| ||||||||||||
P |
| - | - | - | 11 | 11; | 13; | 16 | 16 | - | - | - |
| ||||||||||||
Q |
| - | - | 07 | 07 | 11 | 11 | 15 | 15 | 15 | - | ISO 5609-6 |
| ||||||||||||
| - | - | - | 11 | 11; | 13; | 16 | 16 | - | - | ||
| ||||||||||||
S* |
| - | - | - | 09 | 09 | 09; | 12 | 12; | 15; | 15; | - |
| ||||||||||||
U |
| - | - | 07 | 07 | 11 | 11 | 15 | 15 | 15 | 15 | ISO 5609-5 |
| ||||||||||||
| - | - | - | 11 | 11; | 13 | 16 | - | - | - | ||
| ||||||||||||
W |
| - | 11 | 11 | 11 | 11; | 16 | 16 | 16; | 22 | 22; | - |
| ||||||||||||
Y |
| - | - | - | 09 | 09 | 09; | 12 | 12; | 15; | 15; | - |
| ||||||||||||
* Резцы типа S могут быть оснащены круглыми пластинами формы R. Примечание - На рисунках стрелками указано направление подачи. | ||||||||||||


6 Размеры
6.1 Диаметр хвостовой части державки , размер
и длина
Размер , длина
и наименьший возможный обрабатываемый внутренний диаметр D в зависимости от диаметра державки
должны соответствовать указанным на рисунке 2 и в таблице 10.

![]() - для стандартной конструкции;
- для стандартной конструкции;
![]() - для конструкции с лысками (см. таблицу 11).
- для конструкции с лысками (см. таблицу 11).
Рисунок 2 - Расточной резец типа К
Таблица 10
В миллиметрах
|
|
| D, |
8 | 6 | 80 | 11 |
10 | 7 | 100 | 13 |
12 | 9 | 125 | 16 |
16 | 11 | 150 | 20 |
20 | 13 | 180 | 25 |
25 | 17 | 200 | 32 |
32 | 22 | 250 | 40 |
40 | 27 | 300 | 50 |
50 | 35 | 350 | 63 |
60 | 43 | 400 | 80 |
* Определение размера ** Определение длины | |||
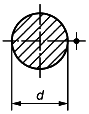
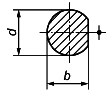
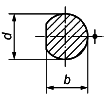
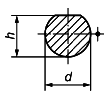
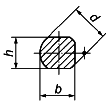
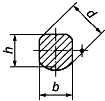
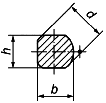
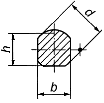
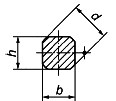
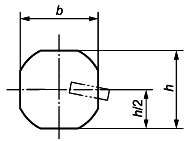
6.2 Сечение хвостовой части державки
Стандартная конструкция хвостовой части державки - круглого сечения без лысок. Хвостовики с лыской от одной до четырех - по усмотрению изготовителя или по соглашению сторон. Размеры лысок должны соответствовать указанным в таблице 11.
Таблица 11
В миллиметрах
Форма хвостовика с лысками | 8 | 10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 60 | |
| b* | 7,6 | 9,5 | 11,5 | 15 | 19 | 24 | 31 | 39 | 48,5 | 58,5 |
Хвостовик с одной лыской шириной b | h* | 7,2 | 9 | 11 | 14 | 18 | 23 | 30 | 38 | 47 | 57 |
| b* | 7,2 | 9 | 11 | 14 | 18 | 23 | 30 | 38 | 47 | 57 |
Хвостовик с двумя лысками шириной b | h* | 7,2 | 9 | 11 | 14 | 18 | 23 | 30 | 38 | 47 | 57 |
* Предельные отклонения по классу допуска "m" в соответствии с ISO 2768-1. | |||||||||||

7 Определение размеров
7.1 Углы режущей кромки
7.1.1 Угол режущей кромки в точке К определяется следующим образом
Рассматриваются плоскости (рабочая плоскость) и
(плоскость режущей кромки резца) в соответствии с ISO 3002-1 для выбранной точки на главной режущей кромке (например, точке касания главной режущей кромки с вписанной окружностью).
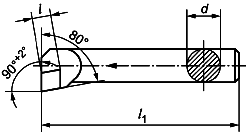
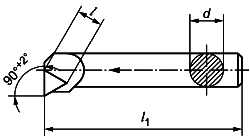
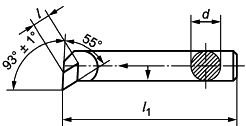
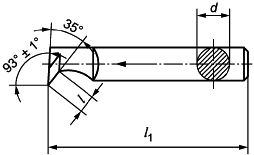
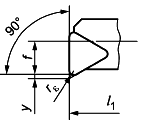
Для 90° точка K определяется как пересечение плоскости
, параллельной плоскости
, касательной к радиусу при вершине, и плоскости передней грани резца
(см. рисунки 3 и 4).
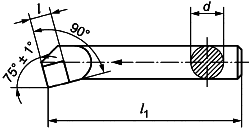
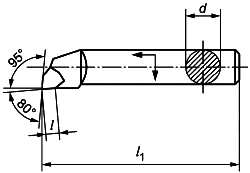
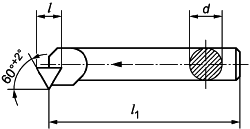
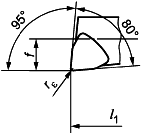
Для 90° точка K определяется как пересечение плоскости, параллельной плоскости
, касательной к радиусу при вершине, плоскости, перпендикулярной к плоскости
, касательной к радиусу при вершине, и плоскости передней грани резца
(см. рисунки 5 и 6).
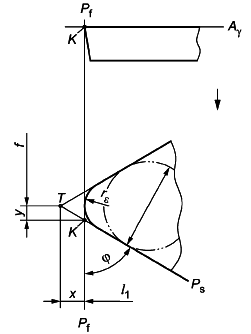
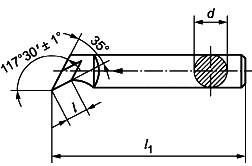
Рисунок 3 - Главный угол в плане 90° с поперечной подачей для бокового резания
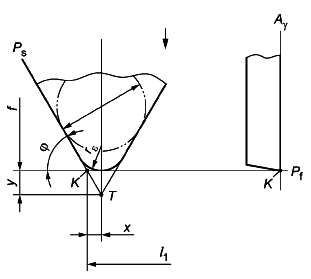
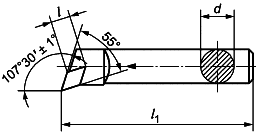
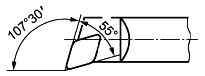
Рисунок 4 - Главный угол в плане 90° с продольной подачей для концевого резания

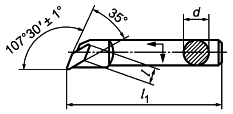
Рисунок 5 - Главный угол в плане 90° с поперечной подачей для бокового резания
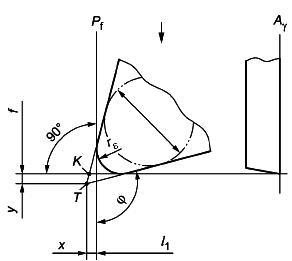
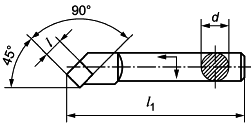
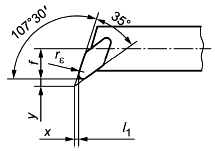
Рисунок 6 - Главный угол в плане 90° с продольной подачей для концевого резания
7.1.2 Теоретический угол режущей кромки в точке Т
Пересечением продолжений главной и вспомогательной режущих кромок считается теоретический угол режущей кромки Т (см. рисунки 3-6).
Примечание - Положение теоретического угла Т не зависит от радиуса при вершине сменной пластины.
7.2 Радиус при вершине эталонных сменных пластин
Радиус при вершине эталонной пластины зависит от размера расточного резца и связанной с ним сменной пластины с диаметром вписанной окружности
.
Значения радиуса при вершине эталонной сменной пластины должны быть использованы для определений и проверок длины
, размера
и высоты
. Значения
должны соответствовать указанным в таблице 12.
Таблица 12
В миллиметрах
6,35 | 0,4 |
7,94 | |
9,525 | 0,8 |
12,7 | |
15,875 | 1,2 |
19,05 | |
25,4 | 2,4 |
7.3 Длина
Длина (значения см. таблицу 10) - это расстояние между точкой K и концом державки (см. рисунки 2-6 и таблицу 13), измеренное с эталонной пластиной с радиусом при вершине в соответствии с таблицей 12.
Для резцов со сменными пластинами с радиусами при вершине , не приведенными в таблице 12, измененная длина
должна определяться с поправкой значений х, как показано на рисунках 3-6.
Значение коррекции х соответствует расстоянию, измеренному параллельно хвостовику, между указанной точкой K и теоретическим углом Т.
Измененная длина вычисляется из длины , указанной в таблице 10, и разницы между значениями x таблицы 13 для новых радиусов при вершине и радиуса, указанного в таблице 12.
7.4 Размер
Размер (значения см. таблицу 10) - это расстояние между заданной точкой K до оси державки резца (см. рисунки 2-6 и рисунки в таблице 13), измеренное относительно эталонной сменной пластины с радиусом при вершине
в соответствии с таблицей 12.
Для резцов со сменными пластинами и радиусами при вершине , не приведенными в таблице 12, измененный размер
определяется с поправкой значения у, как показано на рисунках 3-6 и в таблице 13.
Значение коррекции у соответствует расстоянию между заданной точкой K и теоретическим углом режущей кромки Т, измеренному перпендикулярно к оси хвостовика.
Измененный размер вычисляется из значений , указанных в таблице 10, и разницы между значениями у, приведенными в таблице 13 для новых радиусов при вершине, и радиусов, указанных в таблице 12.
7.5 Допуски
Допуски, приведенные в таблице 10 на длину и размер
, измерены по эталонной пластине и, если это применимо, по эталонной опорной пластине. Поэтому допуски на
и
не включены в допуски на сменной пластине и соответственно на опорной пластине.
7.6 Размер а
7.6.1 Размер а связан с определением общей длины резца
Для резца типа K общая длина является суммой значений и а. Размер а определяется как расстояние между точкой K и касательной ко второму радиусу при вершине режущей пластины, измеренной перпендикулярно к оси резца (см. рисунок 2 и таблицу 13).
7.6.2 Значения для размера а
Значения для размера а приведены в ISO 5609-3 для резцов типа K и распространяются на сменные пластины с радиусами при вершине в соответствии с 7.2 с передним углом =0° и углом наклона режущей кромки
=0°.
Для резцов со сменными пластинами с радиусом при вершине, отличным от значений, указанных в таблице 12, измененный размер а определяется с корректировкой значений х, приведенных в таблице 13.
При изменении переднего угла и угла наклона режущей кромки
от минус 6° до плюс 6° изменение значений для а составляет менее чем 0,1 мм, и, таким образом, его можно не принимать в расчет.
Таблица 13
Размеры в миллиметрах
Тип | Рисунок | х | y | |
F |
| 0,2 | - | 0,039 |
0,4 | - | 0,076 | ||
0,8 | - | 0,152 | ||
1,2 | - | 0,228 | ||
1,6 | - | 0,305 | ||
1,4 | - | 0,457 | ||
| 0,2 | - | 0,149 | |
0,4 | - | 0,291 | ||
0,8 | - | 0,581 | ||
1,2 | - | 0,872 | ||
1,6 | - | 1,162 | ||
2,4 | - | 1,743 | ||
K |
| 0,4 | 0,024 | 0,089 |
0,8 | 0,048 | 0,178 | ||
1,2 | 0,072 | 0,268 | ||
1,6 | 0,096 | 0,357 | ||
2,4 | 0,143 | 0,535 | ||
L |
| 0,2 | 0,020 | 0,020 |
0,4 | 0,040 | 0,040 | ||
0,8 | 0,079 | 0,079 | ||
1,2 | 0,119 | 0,119 | ||
1,6 | 0,159 | 0,159 | ||
2,4 | 0,238 | 0,238 | ||
| 0,2 | - | - | |
0,4 | - | - | ||
0,8 | - | - | ||
1,2 | - | - | ||
1,6 | - | - | ||
2,4 | - | - | ||
Q |
| 0,2 | 0,108 | 0,108 |
0,4 | 0,211 | 0,211 | ||
0,8 | 0,422 | 0,422 | ||
1,2 | 0,633 | 0,633 | ||
1,6 | 0,844 | 0,844 | ||
2,4 | 1,265 | 1,265 | ||
| 0,2 | 0,182 | 0,345 | |
0,4 | 0,360 | 0,684 | ||
0,8 | 0,720 | 1,369 | ||
1,2 | 1,081 | 2,053 | ||
1,6 | 1,441 | 2,738 | ||
2,4 | 2,161 | 4,105 | ||
U |
| 0,2 | 0,020 | 0,176 |
0,4 | 0,039 | 0,344 | ||
0,8 | 0,079 | 0,688 | ||
1,2 | 0,118 | 1,031 | ||
1,6 | 0,157 | 1,375 | ||
2,4 | 0,236 | 2,062 | ||
| 0,2 | 0,033 | 0,423 | |
0,4 | 0,065 | 0,840 | ||
0,8 | 0,131 | 1,679 | ||
1,2 | 0,196 | 2,519 | ||
1,6 | 0,261 | 3,358 | ||
2,4 | 0,392 | 5,036 | ||
Примечание - Значения х и у определены из точных значений радиуса при вершине | ||||



7.7 Корректирующие значения х и у
7.7.1 Значения поправок х и у применимы для переднего угла =0° и угла наклона режущей кромки
=0°. При изменении переднего угла
и угла наклона режущей кромки
от минус 6° до плюс 6° результаты значений х и у находятся в диапазоне от 0,001 мм до 0,01 мм, которые значительно меньше, чем допуски на
и
. При необходимости корректирующие значения должны быть определены.
7.7.2 Значения поправок х и у должны соответствовать указанным в таблице 13.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов ссылочным межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование межгосударственного стандарта |
ISO 2768-1 | MOD | ГОСТ 30893.1-2002 (ISO 2768-1-89) "Основные нормы взаимозаменяемости. Общие допуски. Предельные отклонения линейных и угловых размеров с неуказанными допусками" |
ISO 3002-1 | - | * |
ISO 5609-2 | MOD | ГОСТ 28101-2015 (ISO 5609-2, ISO 5609-3, ISO 5609-4, ISO 5609-5, ISO 5609-6) "Резцы расточные с механическим креплением сменных многогранных пластин. Типы и размеры" |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов Российской Федерации. Примечание - В настоящей таблице использовано условное обозначение степени соответствия стандартов: - MOD - модифицированный стандарт. | ||
УДК 621.914.025:006.354 | МКС 25.100.10 | Г23 | ОКП 39 2150 |
Ключевые слова: резцы расточные со сменными режущими пластинами, система обозначения, символы | |||
Электронный текст документа
и сверен по:
, 2016
{kind=link}