ГОСТ 16115-88*
_______________________
* Обозначение стандарта.
Измененная редакция, Изм. N 3.
Группа Г25
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КРУГИ АЛМАЗНЫЕ ОТРЕЗНЫЕ СЕГМЕНТНЫЕ ФОРМ
1A1RSS/C1 И 1A1RSS/C2
Технические условия
Diamond segment cut-off wheels forms
1A1RSS/C1 and 1A1RSS/C2.
Specifications
ОКП 39 7152; 39 7252
Дата введения 1990-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
В.А.Климов, канд. техн. наук, Р.Ф.Кохан, канд. хим. наук (руководитель темы), Е.К.Субботин, канд. техн. наук, А.Б.Белоусова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 06.09.88 N 3106
Изменение N 2 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 9 от 12.04.96)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Белоруссия | Белстандарт |
Республика Казахстан | Госстандарт Республики Казахстан |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикский государственный центр по стандартизации, метрологии и сертификации |
Туркменистан | Туркменглавгосинспекция |
Республика Узбекистан | Узгосстандарт |
(Измененная редакция, Изм. N 3).
3. ВЗАМЕН ГОСТ 16115-78
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
|
|
ГОСТ 12.3.023-80 | 2.11, 4.8 |
ГОСТ 12.3.028-82 | 2.12 |
ГОСТ 12.4.026-76 | 2.12 |
ГОСТ 427-75 | Приложение 2 |
ГОСТ 577-68 | " |
ГОСТ 1050-88 | 2.5 |
ГОСТ 2991-85 | 2.16 |
ГОСТ 5959-80 | 2.5 |
ГОСТ 9013-59 | 4.4 |
ГОСТ 9206-80 | 2.2 |
ГОСТ 18088-83 | 2.17, 5 |
ГОСТ 30513-97 | 2.11, 4.8 |
(Измененная редакция, Изм. N 3).
5. Проверен в 1991 г. Ограничение срока действия снято Постановлением Госстандарта от 25.06.91 N 985
6. ПЕРЕИЗДАНИЕ (январь 1998 г.) с Изменениями N 1, 2, утвержденными в июне 1991 г., августе 1996 г. (ИУС 9-91, 11-96)
ВНЕСЕНО Изменение N 3, принятое Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол от 24.06.2006 N 29). Государство-разработчик Россия. Приказом Ростехрегулирования от 12.09.2006 N 192-ст введено в действие на территории РФ с 01.03.2007
Изменение N 3 внесено изготовителем базы данных по тексту ИУС N 12, 2006 год
Настоящий стандарт распространяется на алмазные отрезные сегментные круги для резания горных пород, огнеупоров, бетона и других неметаллических строительных материалов.
Требования безопасности - по п.2.11.
(Измененная редакция, Изм. N 1, 2, 3).
1. ОСНОВНЫЕ РАЗМЕРЫ
1.1. Круги должны изготовляться исполнений:
1 - с широкими межсегментными пазами;
2 - с узкими межсегментными пазами.
1.2. Основные размеры кругов должны соответствовать указанным на чертеже и в табл.1.
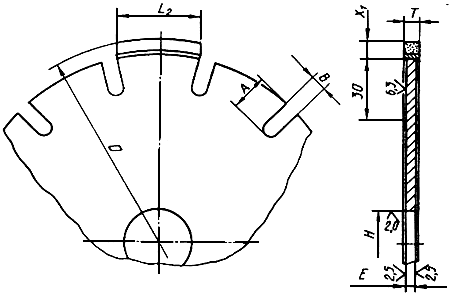
Таблица 1
Размеры, мм
Обозначение кругов с межсегментными пазами |
|
|
| Ширина широ- кого (узкого) паза | Коли- чество сегментов в круге с широкими (узкими) межсег- ментными пазами, шт. | |||||||
широкими | узкими |
| Но- мин. | Пред. откл. |
| Но- мин. | Пред. откл. |
|
|
|
|
|
2726-0771 | 2726-0773 |
|
|
|
| 1,6 |
|
|
|
|
|
|
2726-0772 | 2726-0774 | 250 | 2,5 |
| 32 | 1,8 |
|
|
|
|
|
|
2726-0775 | 2726-0836 |
|
|
|
| 1,8 | ±0,10 | 24 | 8 (3) |
|
|
|
2726-0776 | 2726-0837 | 300 |
|
|
| 2,0 |
|
|
|
|
|
|
2726-0777 | - |
|
|
| 63 | 2,5 |
|
|
|
|
|
|
2726-0778 | - |
|
| -0,10 |
| 2,8 | ±0,15 |
|
| 14 |
|
|
2726-0779 | 2726-0846 | 350 | 3,0 |
|
| 2,0 | ±0,10 |
|
|
| 7 | 22 (28) |
2726-0782 | 2726-0838 |
|
|
|
| 2,2 |
|
|
|
|
|
|
2726-0783 | 2726-0839 |
|
|
|
| 2,5 |
|
|
|
|
|
|
2726-0788 | 2726-0840 |
|
|
| 90 | 2,8 |
| 40 |
|
|
|
|
2726-0789 | 2726-0841 |
|
|
|
| 3,0 |
|
|
|
| ||
2726-0829 | 2726-0842 |
|
|
|
| 3,5 |
|
|
| |||
2726-0830 | 2726-0843 |
|
|
|
| 4,0 | 12 (3) |
|
|
| ||
2726-0831 | 2726-0844 | 800 | 6,0 |
|
| 4,5 | ±0,20 |
|
|
|
| 48 (56) |
2726-0832 | - | 1000 | 7,0 |
|
| 5,0 |
|
|
|
|
| 70 |
2726-0833 | - | 1200 | 7,5 | -0,1 |
| 5,5 | ±0,25 |
|
|
|
| 84 |
2726-0834 | - | 1500 | 8,5 |
|
| 6,5 |
|
|
|
| 8 | 106 |
2726-0835 | - | 2000 | 11,5 | +0,3 | 200 | 8,0 | ±0,30 |
|
|
| 10 | 140 |
2726-0845 | 2726-0847 | 1250 | 7,5 | +0,25 | 120 | 5,5 | ±0,25 |
|
|
| 7 | 90 |
Примечания:
1. По заказу потребителя допускается изготовление кругов с другими размерами и количеством сегментов.
2. Разность наибольшего и наименьшего размера , а также размера
в одном круге не должна превышать 0,1 мм.
3. По заказу потребителя допускается изготовлять отдельно сегменты.
Пример условного обозначения алмазного отрезного круга с узкими межсегментными пазами =500 мм, толщиной корпуса
=3 мм, из алмазного сырья XV группы, подгруппы а-5, ситового класса -0,6+0,5 с относительной концентрацией алмазов 50, на металлической связке марки М6-0,9Г:
2726-0841 Д -0,6+0,5 50 М6-09Г ГОСТ 16115-88
Примечание: Буквенное обозначение алмазного сырья:
В - XV группа, подгруппа а-2,
Д - XV группа, подгруппа а-5,
К - XXI группа, подгруппа а.
(Измененная редакция, Изм. N 1, 2).
1.3. (Введен дополнительно, Изм. N 1. Исключен, Изм. N 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Круги должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Алмазоносный слой сегментов должен изготовляться из алмазных порошков марок АРС3 зернистостями 1000/800-500/400; A3, А5 и А8 зернистостями 800/630-400/315 по ГОСТ 9206; АС65 и АС80 зернистостями 630/500-250/200 или из алмазного сырья XV группы, подгруппы а-2 ситовых классов -1,0+0,8; -0.8+0,7; -0,7+0,6; -0,6+0,5 подгруппы а-5, ситовых классов -0,8+0,7; -0,7+0,6; -0,6+0,5; -0,5+0,4; -0,4+0,315; XXI группы подгруппы а, ситового класса -0,5+0,2.
(Измененная редакция, Изм. N 1).
2.3. Относительная концентрация алмазов в алмазоносном слое должна быть 35 и 50.
(Измененная редакция, Изм. N 2).
2.3а. Масса алмазов в круге указана в приложении 1.
(Введен дополнительно, Изм. N 2).
2.4. Поверхность алмазоносного слоя сегментов на круге должна быть вскрыта.
2.5. Корпус круга должен быть изготовлен из стали марок 9ХФ, 9ХФМ по ГОСТ 5950 или 7ХН2МФ.
(Измененная редакция, Изм. N 2).
2.6. Твердость корпуса круга должна быть 37...46HRC.
2.7. Допуск плоскостности боковых поверхностей корпуса не должен превышать для круга диаметром, мм:
250, 300 | 0,1 |
350-600 | 0,2 |
800-1250 | 0,3 |
1500-2000 | 0,4 |
(Измененная редакция, Изм. N 2, 3).
2.8. Допуск симметричности сегментов относительно корпуса в поперечном сечении - не более 0,1 мм.
2.9. Допуски радиального биения рабочей поверхности круга и торцевого биения корпуса не должны превышать значений, указанных в табл.2.
Таблица 2
мм
Допуск раздельного биения | Допуск торцевого биения | |
250 |
| 0,12 |
300 | 0,15 | 0,15 |
350 |
| 0,20 |
400 |
|
|
500 |
| 0,25 |
600 |
| 0,30 |
800 |
| 0,40 |
1000 |
| 0,50 |
1200 | 0,30 | 0,60 |
1250 |
| 0,60 |
1500 |
| 0,75 |
2000 | 0,35 | 1,00 |
(Измененная редакция, Изм. N 2, 3).
2.10. Удельный расход алмазов и удельная производительность - в соответствии с приложением 1а при режимах обработки по приложению 2 (таблица 6).
Таблица 3 (Исключена, Изм. N 3).
(Измененная редакция, Изм. N 2, 3).
2.11. Предельные рабочие скорости кругов должны быть 63 и 80 м/с.
Требования безопасности - по ГОСТ 12.3.023 и ГОСТ 30513.
2.12. На этикетке круга должна быть нанесена следующая маркировка:
- товарный знак и наименование предприятия-изготовителя;
- условное обозначение круга (кроме первых четырех цифр);
- номер круга по системе нумерации предприятия-изготовителя;
- стрелка, указывающая направление вращения круга;
- дата изготовления (месяц - арабские цифры; год);
- знак соответствия для сертифицированной продукции;
- знаки безопасности (номера знаков 3.5; 3.6) по ГОСТ 12.4.026*;
_____________
* На территории РФ действует ГОСТ Р 12.4.026-2001.
- предельная рабочая скорость круга, м/с;
- предельная частота вращения круга, мин;
- цветные полосы по ГОСТ 12.3.028;
- область применения;
- штриховой код (при наличии).
2.11, 2.12. (Измененная редакция, Изм. N 2, 3).
2.13. Каждый круг должен сопровождаться документом, содержащим:
- товарный знак и наименование предприятия-изготовителя;
- условное обозначение круга (кроме первых четырех цифр);
- массу алмазов в круге в каратах;
- штамп ОТК;
- дату изготовления (месяц - арабские цифры; год);
- знак соответствия для сертифицированной продукции;
- предельную рабочую скорость круга;
- область применения.
(Измененная редакция, Изм. N 1, 3).
2.14. Транспортная маркировка должна содержать манипуляционный знак "Хрупкое. Осторожно".
2.15. Перед упаковыванием круги должны быть подвергнуты консервации по ГОСТ 9.014. Группа изделий - V, вариант защиты - ВЗ-4, вариант упаковки - ВУ-1.
2.16. В качестве транспортной тары должны быть использованы ящики по ГОСТ 2991, типы I, II-1, III-1, III-2, а также контейнеры.
Масса ящика брутто - от 10 до 300 кг.
2.17. Остальные требования к маркировке и упаковке - по ГОСТ 18088.
3. ПРИЕМКА
3.1. Для контроля соответствия кругов требованиям настоящего стандарта проводят приемочный контроль и периодические испытания.
3.2.. Приемочному контролю на соответствие требованиям по п.1.2 (размер ) подвергают все круги; на соответствие требованиям п.1.2 (остальные размеры), 2.4, 2.6-2.9, 2.11 - 10% от партии, но не менее 5 шт.
Партией считают круги одного типоразмера, изготовленные из алмазов одной марки, зернистости, относительной концентрации алмазов и связки, одновременно предъявленных к приемке по одному документу.
Если при приемочном контроле установлено несоответствие требованиям стандарта более чем по одному из контролируемых показателей, то партию не принимают.
Если установлено несоответствие требованиям стандарта по одному из контролируемых показателей, то проводят повторный контроль на удвоенном количестве кругов по всем показателям.
При наличии дефектов в повторной выборке партию не принимают.
(Измененная редакция, Изм. N 2).
3.3. Периодическим испытаниям на соответствие требованиям приложения 1а подвергают круги в количестве не более 3 шт. одной характеристики не реже одного раза в два года.
Допускается проведение периодических испытаний у потребителя в производственных условиях.
(Измененная редакция, Изм. N 1, 3).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Контроль размеров проводят при помощи универсальных измерительных средств.
Примечание. Контроль размера проводят до пайки сегментов.
4.2. Вскрытие алмазов на рабочей поверхности сегментов кругов контролируют визуально путем сравнения с контрольным образцом.
4.3. Контроль дефектов на корпусе и сегментах, а также в местах их соединения проводят визуально.
4.4. Твердость корпуса измеряют по ГОСТ 9013 после очистки поверхностей от окислов, следов смазки и других посторонних веществ.
4.5. Шероховатость поверхности корпуса проверяют сравнением с контрольным образцом.
4.6. Симметричность сегментов относительно корпуса в поперечном сечении проверяют по их нависанию относительно друг друга специальным приспособлением при помощи индикатора часового типа с ценой деления 0,01 мм.
4.7. Торцевое биение круга, измеренное на расстоянии 10-20 мм ниже межсегментных пазов, проверяют на специальной установке во фланцах.
Радиальное биение круга измеряют по максимальной высоте сегментов.
Диаметры фланцев, допуски радиального биения шпинделя и торцевого биения фланцев шпинделя не должны превышать указанных в табл.4.
Биение измеряют индикатором часового типа с ценой деления 0,01 мм.
Таблица 4
мм
Диаметр | Допуск радиального биения шпинделя | Допуск торцевого биения фланца шпинделя | |
кругов | прижимных фланцев |
|
|
250 | 100 |
| 0,02 |
300 | 120 |
|
|
350 | 130 | 0,02 |
|
400 | 140 |
|
|
500 | 160 |
|
|
600 | 180 |
|
|
800 | 220 |
| 0,04 |
1000 | 250 | 0,03 | 0,05 |
1200 |
|
|
|
1250 |
|
|
|
1500 | 350 |
|
|
2000 | 450 |
|
|
(Измененная редакция, Изм. N 1, 2).
4.8. Испытания кругов на механическую прочность - по ГОСТ 12.3.023 и ГОСТ 30513.
(Введен дополнительно, Изм. N 2. Измененная редакция, Изм. N 3).
4.9. Метод определения удельного расхода алмазов и удельной производительности - по приложению 2.
(Введен дополнительно, Изм. N 3).
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение кругов - по ГОСТ 18088.
(Измененная редакция, Изм. N 2).
ПРИЛОЖЕНИЕ 1
Справочное
Таблица 5
Масса алмазов в кругах
| Масса алмазов в круге, кар, при относительной концентрации алмазов | ||
Диаметр круга, мм | Ширина алмазоносного слоя, мм | Исполнение 1 (исполнение 2) | |
|
| 35 | 50 |
250 | 2,5 | 11,5 (14,0) | 16,1 (19,6) |
| 3,0 | 16,8 (20,4) | 22,4 (27,2) |
| 4,0 | 19,6 | 30,8 |
350 | 3,0 | 19,8 (23,4) | 26,4 (31,2) |
400 | 3,5 | 26,4 (30,8) | 38,4 (44,8) |
500 | 4,0 | 36,0 (42,0) | 54,0 (63,0) |
600 | 5,0 | 55,5 (63,0) | 81,4 (92,4) |
800 | 6,0 | 86,4 (100,8) | 124,8 (145,6) |
1000 | 7,0 | 91,0 | 126,0 |
1200 | 7,5 | 117,6 | 168,0 |
1250 | 7,5 | 126,0 | 180,0 |
1500 | 8,5 | 201,4 | 286,2 |
2000 | 11,5 | 448,0 | 658,0 |
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. N 2).
ПРИЛОЖЕНИЕ 1а
Рекомендуемое
УДЕЛЬНЫЙ РАСХОД АЛМАЗОВ И УДЕЛЬНАЯ ПРОИЗВОДИТЕЛЬНОСТЬ КРУГА
Обрабатываемый материал | Марка связки | Марка и зернистость алмазного порошка, характеристика алмазного сырья | Относи- | Ширина алмазо- | Удельный расход алмазов на 1 м | Удельная произво- |
Пористые известняки типа Альминского | М6 - 01; М6 - 02 | A3; А8 800/630-630/500; XV гр. - 1,0 + 0,8 до -0,7 + 0,6 | 35; 50 | 7,5 | 0,07 | 1000 |
АСР3 1000/800 - 500/400 | 0,12 | 800 | ||||
Мраморы типа Коелгинского | М6 - 09Г; М2 - 01 | A3; А8; А5 800/630-500/ 400; АС65 630/500 - 315/250; XV гр. - 0,7 + 0,6 до -0,5 + 0,4 | 4,0 | 0,07 | 500 | |
Мраморы типа Газганского | М6 - 10 | A3; А8; А5 630/500-500/ 400; АС80 500/400 - 250/200; XV гр. - 0,6 + 0,5 до -0,5 + 0,4 | 0,15 | 400 | ||
Граниты типа Янцевского | М6 - 05-1 | XV гр. - 0,6 + 0,5 до -0,4 + 0,315; XXI гр. - 0,5 + 0,2 | 50 | 1,3 | 200 |
Примечание. Удельный расход алмазов для кругов с другой шириной алмазоносного слоя прямо пропорционален изменению ширины алмазоносного слоя .
ПРИЛОЖЕНИЕ 1а. (Введено дополнительно, Изм. N 3).
ПРИЛОЖЕНИЕ 2
Рекомендуемое
МЕТОД ОПРЕДЕЛЕНИЯ УДЕЛЬНОГО РАСХОДА АЛМАЗОВ
И УДЕЛЬНОЙ ПРОИЗВОДИТЕЛЬНОСТИ
1. Оборудование и материалы
1.1. Фрезерно-окантовочные, распиловочные или другие камнеобрабатывающие станки, обеспечивающие нормы жесткости и точности, соответствующие паспорту станка и требованиям нормативно-технической документации.
1.2. Материал: мрамор типа Коелгинского и Газганского месторождений, гранит типа Янцевского месторождения, известняк типа Альминского месторождения.
1.3. Линейка измерительная 1000 по ГОСТ 427.
1.4. Секундомер.
1.5. Индикатор ИЧ 10 кл. 1 по ГОСТ 577.
2. Подготовка к испытанию
Круг, не бывший в эксплуатации, предварительно прирабатывают на станке в течение 20 мин.
3. Проведение испытаний
3.1. Перед началом испытаний станок должен быть проверен на соответствие нормам точности, указанным в паспорте станка.
3.2. Режимы обработки - в соответствии с табл.6.
Таблица 6
Обрабатываемый материал | Рабочая скорость, м/с | Глубина резания, | Скорость продольной подачи, м/мин | Расход охлаждающей жидкости на 100 мм диаметра круга, л/мин | Давление |
Известняк | 63 | 240-300 | 0,25-0,35 | 4-6 | 0,2-0,3 |
Мрамор | 40 | 75-80 | 0,40-0,65 | 3-5 | |
Гранит | 32 | 10-15 | 1,35-1,60 |
(Измененная редакция, Изм. N 3).
3.3. Скорость продольной подачи и глубину резания контролируют при помощи линейки и секундомера.
Износ сегментов круга, равный уменьшению высоты их алмазоносного слоя, измеряют индикатором часового типа.
3.4. Испытание отрезного круга проводят до тех пор, пока его износ будет не менее высоты алмазоносного слоя.
4. 0бработка результатов испытаний
4.1. Удельный расход алмазов () определяют по формуле
![]()
где - масса алмазов в новом круге в каратах;
- высота алмазоносного слоя сегментов до начала испытания, мм;
- износ сегментов после испытания, мм;
- общая площадь реза, м.
4.2. Износ сегментов круга рассчитывают как среднее арифметическое результатов четырех измерений изменения высоты сегментов, равноудаленных друг от друга на периферии круга.
4.3. Удельную производительность () определяют по формуле
![]()
где - общая длина реза, см;
- среднее значение глубины реза, см;
- общее время реза, мин.
ПРИЛОЖЕНИЕ 2. (Измененная редакция, Изм. N 3).
ПРИЛОЖЕНИЕ 3. (Введено дополнительно, Изм. N 1. Исключено, Изм. N 3).
Текст документа сверен по:
М.: ИПК Издательство стандартов, 1998
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}