ГОСТ 9324-2015
(ISO 2490:2007, ISO 4468:2009)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ФРЕЗЫ ЧЕРВЯЧНЫЕ ЦЕЛЬНЫЕ ЧИСТОВЫЕ ДЛЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ
Технические условия
Finishing solid hobs for cylindrical involute gears. Specifications
МКС 25.100.20
Дата введения 2017-01-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом "ВНИИИНСТРУМЕНТ" (ОАО "ВНИИИНСТРУМЕНТ") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 "Инструмент"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 сентября 2015 г. N 80-П)
За принятие проголосовали:
Краткое наименование страны по | Код страны по | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркмения | TM | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 8 июня 2016 г. N 564-ст межгосударственный стандарт ГОСТ 9324-2015 (ISO 2490:2007, ISO 4468:2009) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2017 г.
5 Настоящий стандарт является модифицированным по отношению к следующим международным стандартам:
- ISO 2490:2007* "Фрезы червячные зуборезные цельные модулей от 0,5 до 40 мм с осевыми или торцовыми шпоночными пазами. Номинальные размеры" ("Solid (monoblock) gear hobs with tenon drive or axial keyway, 0,5 to 40 module - Nominal dimensions", MOD);
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
- ISO 4468:2009 "Фрезы червячные зуборезные. Требования к точности" ("Gear hobs - Accuracy requirements", MOD).
При этом потребности национальных экономик стран, указанных выше, и особенности межгосударственной стандартизации учтены в дополнительных разделах, пунктах, которые выделены путем заключения в рамки из тонких линий или выделены полужирным курсивом*, а информация с объяснением причин включения этих положений приведена в дополнительном приложении ДВ.
________________
* В оригинале обозначения и номера стандартов и нормативных документов приводятся обычным шрифтом. - .
Объединение указанных стандартов в настоящем стандарте обусловлено тем, что допуски и предельные отклонения проверяемых параметров по стандарту ISO 4468:2009 относятся к размерам, приведенным в стандарте ISO 2490:2007.
Международные стандарты разработаны Техническим комитетом по стандартизации ISO/ТС 29 "Инструмент", подкомитетом SC 2 "Высокоскоростные режущие стальные инструменты и приспособления к ним" Международной организации по стандартизации (ISO).
Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в применяемых международных стандартах, приведены в дополнительном приложении ДА.
Сопоставление структуры настоящего стандарта со структурой применяемых в нем международных стандартов приведено в дополнительном приложении ДБ
6 ВЗАМЕН ГОСТ 9324-80
7 ПЕРЕИЗДАНИЕ. Июль 2020 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
ВНЕСЕНА поправка, опубликованная в ИУС N 11, 2020 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на фрезы червячные цельные чистовые одно- и многозаходные модулей от 0,5 до 40 мм.
Фрезы предназначены для обработки цилиндрических зубчатых колес с эвольвентным профилем с исходным контуром по ГОСТ 9587 и ГОСТ 13755.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 8.051 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 1050 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 9013 (ИСО 6508-86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9378 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 9472 (ИСО 240-75) Крепление инструментов на оправках. Типы и размеры
ГОСТ 9587 Основные нормы взаимозаменяемости. Передачи зубчатые мелкомодульные. Исходный контур
ГОСТ 9847 Приборы оптические для измерения параметров шероховатости поверхности. Типы и основные параметры
ГОСТ 13755 (ISO 53:1998) Основные нормы взаимозаменяемости. Передачи зубчатые цилиндрические эвольвентные. Исходный контур
ГОСТ 18088 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 19265 Прутки и полосы из быстрорежущей стали. Технические условия
ГОСТ 19300 Средства измерения шероховатости поверхности профильным методом. Профилографы-профилометры контактные. Типы и основные параметры
ГОСТ 20799 Масла индустриальные. Технические условия
ГОСТ 23726 Инструмент металлорежущий и дереворежущий. Приемка
ГОСТ 25706 Лупы. Типы, основные параметры. Общие технические требования
ГОСТ 30893.1 (ИСО 2768-1-89) Основные нормы взаимозаменяемости. Общие допуски. Предельные отклонения линейных и угловых размеров с неуказанными допусками
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Технические требования
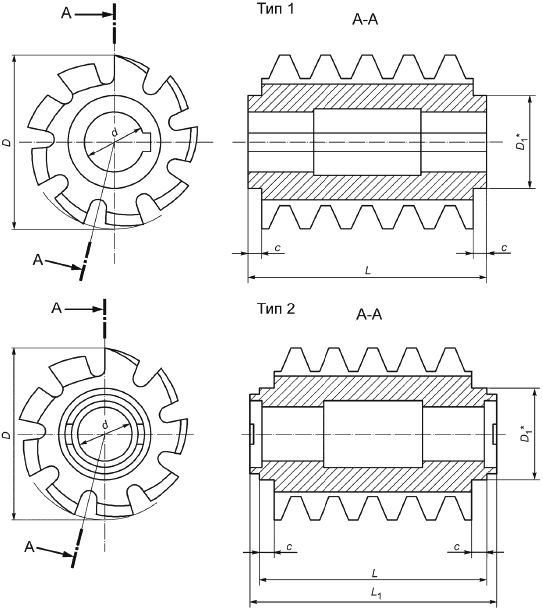
3.1 Типы и основные размеры
3.1.1 Фрезы следует изготовлять двух типов:
1 - с осевым шпоночным пазом;
2 - с торцовым шпоночным пазом.
3.1.2 Фрезы следует изготовлять двух исполнений:
1 - уменьшенных габаритов (для модулей от 0,5 до 2 мм включительно);
2 - нормальных габаритов (для модулей от 1 до 40 мм включительно).
3.1.3 Фрезы изготовляются классов точности: 4А, 3А, 2А, А, В, С и D.
3.1.4 Основные параметры фрез должны соответствовать указанным на рисунке 1 и в таблицах 1 и 2.
|
________________
* Диаметр буртика - по согласованию с изготовителем.
Рисунок 1
Таблица 1 - Основные параметры фрез исполнения 1
Размеры в миллиметрах | |||||||
Модуль для ряда |
| Число стружечных канавок | |||||
1 | 2 |
| |||||
0,5 | - | 24 | 8 | 10 | - | 1 | 12 |
- | 0,55 | 24 | 8 | 10 | - | 1 | 12 |
0,6 | - | 24 | 8 | 10 | - | 1 | 12 |
- | 0,7 | 24 | 8 | 10 | - | 1 | 12 |
- | 0,75 | 24 | 8 | 12 | - | 1 | 12 |
0,8 | - | 24 | 8 | 12 | - | 1 | 12 |
- | 0,9 | 24 | 8 | 12 | - | 1 | 12 |
1 | - | 24 | 8 | 12 | - | 1 | 12 |
0,5 | - | 32 | 10 | 20 | 30 | 2 | 12 |
- | 0,55 | 32 | 10 | 20 | 30 | 2 | 12 |
0,6 | - | 32 | 10 | 20 | 30 | 2 | 12 |
- | 0,7 | 32 | 10 | 20 | 30 | 2 | 12 |
- | 0,75 | 32 | 10 | 20 | 30 | 2 | 12 |
0,8 | - | 32 | 10 | 20 | 30 | 2 | 12 |
- | 0,9 | 32 | 10 | 20 | 30 | 2 | 12 |
1 | - | 32 | 10 | 20 | 30 | 2 | 12 |
- | 1,125 | 32 | 10 | 20 | 30 | 2 | 12 |
1,25 | - | 40 | 10 | 25 | 35 | 2 | 10 |
- | 1,375 | 40 | 10 | 25 | 35 | 2 | 10 |
1,50 | - | 40 | 10 | 25 | 35 | 2 | 10 |
- | 1,75 | 40 | 10 | 30 | 40 | 2 | 10 |
2 | - | 40 | 10 | 30 | 40 | 2 | 10 |
0,5 | - | 32 | 13 | 20 | 30 | 2 | 12 |
- | 0,55 | 32 | 13 | 20 | 30 | 2 | 12 |
0,6 | - | 32 | 13 | 20 | 30 | 2 | 12 |
- | 0,7 | 32 | 13 | 20 | 30 | 2 | 12 |
- | 0,75 | 32 | 13 | 20 | 30 | 2 | 12 |
0,8 | - | 32 | 13 | 20 | 30 | 2 | 12 |
- | 0,9 | 32 | 13 | 20 | 30 | 2 | 12 |
1 | - | 32 | 13 | 20 | 30 | 2 | 12 |
- | 1,125 | 32 | 13 | 20 | 30 | 2 | 12 |
1,25 | - | 40 | 13 | 25 | 35 | 2 | 10 |
- | 1,375 | 40 | 13 | 25 | 35 | 2 | 10 |
1,5 | - | 40 | 13 | 25 | 35 | 2 | 10 |
- | 1,75 | 40 | 13 | 30 | 40 | 2 | 10 |
2 | - | 40 | 13 | 30 | 40 | 2 | 10 |
Таблица 2 - Основные параметры фрез исполнения 2
Размеры в миллиметрах | |||||||
Модуль для ряда |
| Число стружечных канавок | |||||
1 | 2 |
| |||||
1 | - | 50 | 22 | 50 | 65 | 4 | 14 |
- | 1,125 | 50 | 22 | 50 | 65 | 4 | 14 |
1,25 | - | 50 | 22 | 50 | 65 | 4 | 14 |
- | 1,375 | 50 | 22 | 50 | 65 | 4 | 14 |
1,5 | - | 55 | 22 | 55 | 70 | 4 | 14 |
- | 1,75 | 55 | 22 | 55 | 70 | 4 | 14 |
2 | - | 65 | 27 | 60 | 75 | 4 | 14 |
- | 2,25 | 65 | 27 | 60 | 75 | 4 | 14 |
2,5 | - | 70 | 27 | 65 | 80 | 4 | 14 |
- | 2,75 | 70 | 27 | 65 | 80 | 4 | 14 |
3 | - | 75 | 32 | 70 | 85 | 4 | 14 |
- | 3,5 | 80 | 32 | 75 | 90 | 4 | 14 |
4 | - | 85 | 32 | 80 | 95 | 4 | 14 |
- | 4,5 | 90 | 32 | 85 | 100 | 4 | 14 |
5 | - | 95 | 32 | 90 | 105 | 4 | 14 |
- | 5,5 | 100 | 32 | 95 | 110 | 5 | 12 |
6 | - | 105 | 32 | 100 | 115 | 5 | 12 |
- | 6,5 | 110 | 32 | 110 | 125 | 5 | 12 |
- | 7 | 115 | 32 | 115 | 130 | 5 | 12 |
8 | - | 120 | 32 | 140 | 160 | 5 | 10 |
- | 9 | 125 | 32 | 140 | 160 | 5 | 10 |
10 | - | 130 | 32 | 170 | 190 | 5 | 10 |
- | 11 | 150 | 40 | 170 | 190 | 6 | 9 |
12 | - | 160 | 40 | 200 | 220 | 6 | 9 |
- | 14 | 180 | 40 | 200 | 220 | 6 | 9 |
16 | - | 200 | 50 | 250 | 275 | 6 | 9 |
- | 18 | 220 | 50 | 250 | 275 | 6 | 9 |
20 | - | 240 | 60 | 300 | 325 | 6 | 9 |
- | 22 | 250 | 60 | 300 | 325 | 6 | 9 |
25 | - | 280 | 60 | 360 | 385 | 6 | 9 |
- | 28 | 320 | 80 | 400 | 430 | 6 | 9 |
32 | - | 350 | 80 | 450 | 480 | 6 | 9 |
- | 36 | 380 | 80 | 450 | 480 | 6 | 9 |
40 | - | 400 | 80 | 480 | 510 | 6 | 9 |
Пример условного обозначения червячной фрезы типа 1, исполнения 1, модулем 0,5 мм, наружным диаметром 32 мм, диаметром посадочного отверстия 10 мм, класса точности 2А:
Фреза 1-1-0,5-32-10-2А ГОСТ 9324-2015
То же фрезы типа 2, исполнения 2, модулем 1,5 мм, класса точности 2А:
Фреза 2-2-1,5-2А ГОСТ 9324-2015
3.1.5 Фрезы следует изготовлять с передним углом 0°, задним углом 9-12°.
3.1.6 Предельные отклонения размеров ,
и
- по классу допуска "с" - в соответствии с ГОСТ 30893.1.
3.1.7 Размеры и предельные отклонения шпоночных пазов - по ГОСТ 9472.
3.1.8 Фрезы с углом подъема витка до 6° допускается изготовлять с прямыми осевыми стружечными канавками.
3.1.9 Фрезы следует изготовлять правозаходными, левозаходные - по заказу.
3.1.10 Фрезы червячные по настоящему стандарту могут изготовляться многозаходные - в соответствии с приложением А.
3.2 Характеристики 3.2.1 Фрезы следует изготовлять из быстрорежущей стали по ГОСТ 19265. 3.2.2 Твердость фрез должна быть не менее 63...65 HRC. Твердость фрез из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1-2 единицы HRC. 3.2.3 На поверхностях фрез не должно быть трещин и следов коррозии, на шлифованных поверхностях не должно быть забоин и выкрошенных мест. 3.2.4 Шлифованная часть зубьев фрез, обеспечивающая требуемую точность профиля, должна быть не менее 1/2 длины зуба, считая по окружности вершин зубьев - для фрез модулей до 4 мм включительно, и 1/3 - для фрез модулей свыше 4 мм. 3.2.5 Параметры шероховатости поверхностей фрез по ГОСТ 2789 не должны быть более указанных в таблице 3. |
Таблица 3 | ||||||||||||||||||
Наименование поверхности | Параметр шероховатости, мкм, для модулей, мм | |||||||||||||||||
от 0,5 до 0,9 включ. | св. 0,9 до 3,5 включ. | св. 3,5 до 10 включ. | св. 10 | от 0,5 до 0,9 включ. | св. 0,9 до 3,5 включ. | св. 3,5 до 10 включ. | св. 10 | от 0,5 до 0,9 включ. | св. 0,9 до 3,5 включ. | св. 3,5 до 10 включ. | св. 10 | от 0,5 до 0,9 включ. | св. 0,9 до 3,5 включ. | св. 3,5 до 10 включ. | св. 10 | |||
класса точности фрез | ||||||||||||||||||
4A, 3A, 2A | A | B | C, D | |||||||||||||||
Посадочное отверстие, Ra | 0,2 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | 0,8 | 0,8 | 0,8 | 0,8 | 0,8 | 1,6 | ||
Передняя поверхность, Rz | 1,6 | 1,6 | 1,6 | 1,6 | 3,2 | 3,2 | 3,2 | 3,2 | 3,2 | 3,2 | 3,2 | 6,3 | 6,3 | 6,3 | 6,3 | 6,3 | ||
Задняя боковая поверхность зуба, Rz | 1,6 | 1,6 | 1,6 | 3,2 | 1,6 | 1,6 | 1,6 | 3,2 | 3,2 | 3,2 | 3,2 | 6,3 | 6,3 | 6,3 | 6,3 | 6,3 | ||
Задняя поверхность по вершине зуба, Rz | 1,6 | 1,6 | 1,6 | 3,2 | 3,2 | 3,2 | 3,2 | 3,2 | 3,2 | 3,2 | 3,2 | 6,3 | 6,3 | 6,3 | 6,3 | 6,3 | ||
Цилиндрическая поверхность буртика, Rz | 1,6 | 1,6 | 1,6 | 3,2 | 1,6 | 1,6 | 1,6 | 3,2 | 3,2 | 3,2 | 3,2 | 6,3 | 6,3 | 6,3 | 6,3 | 6,3 | ||
Торец буртика, Ra | 0,2 | 0,4 | 0,4 | 0,8 | 0,4 | 0,4 | 0,4 | 0,8 | 0,4 | 0,8 | 0,8 | 1,6 | 1,6 | 1,6 | 1,6 | 1,6 | ||
3.2.6 Поля допусков диаметров посадочных отверстий должны соответствовать указанным в таблице 4.
Таблица 4
Класс точности | Поле допуска для посадочного отверстия диаметром, мм | |||||||||
фрезы | 8 | 10 | 13 | 22 | 27 | 32 | 40 | 50 | 60 | 80 |
4A | H3 | |||||||||
3A | H3 | H4 | ||||||||
2A | ||||||||||
A | H4 | H5 | ||||||||
B | H5 | |||||||||
C | H6 | |||||||||
D | ||||||||||
3.2.7 Средний Таблица 5 | ||||
Модуль, мм |
|
| ||
От 0,5 до 1 включ. | 180 | 90 | ||
Св. 1 до 10 включ. | 240 | 120 | ||
Св. 10 до 14 включ. | 360 | 180 | ||
Св. 14 | 540 | 270 | ||
3.2.8 Критерием затупления фрез является допустимый износ по задней поверхности зубьев, значения которого должны быть не более указанных в таблице 6. Таблица 6 | ||||
В миллиметрах | ||||
Модуль, | Допустимый износ | |||
От 0,5 до 1 включ. | 0,25 | |||
Св. 1 до 10 включ. | 0,30 | |||
Св. 10 до 14 включ. | 0,50 | |||
Св. 14 | 0,60 | |||
3.2.9 Маркировка На торцах фрезы должны быть нанесены: - товарный знак предприятия-изготовителя; - модуль; - угол профиля; - обозначение класса точности; - угол подъема витка; - ход винтовой стружечной канавки; - буква "Л" - для левозаходных фрез; - марка стали. Допускается маркировать вместо обозначения марки стали буквы HSS, для марок стали, содержащих кобальт - буквы HSSCo. 3.2.9.1 Транспортная маркировка и маркировка потребительской тары - по ГОСТ 18088. 3.2.10 Упаковка - по ГОСТ 18088. |
4 Методы измерения, допуски и предельные отклонения проверяемых параметров
4.1 Методы измерения проверяемых параметров, приведенных в таблице 8, оговариваются при заказе и указаны в таблице 7.
Таблица 7
Наименование проверяемого параметра | Метод измерения | |
поэлементный | комплексный | |
Радиальное биение буртиков | 1 | 1 |
Торцовое биение буртиков | 2 | 2 |
Радиальное биение по вершинам зубьев | 3 | 3 |
Профиль передней поверхности | 4 | 4 |
Разность соседних окружных шагов | 5 | 5 |
Накопленная погрешность окружных шагов стружечных канавок | 6 | 6 |
Направление стружечных канавок | 7 | 7 |
Профиль зуба | 8 | 8А |
Толщина зуба | 9 или 9А и 9В | 9 или 9А и 9В |
Винтовая линия от зуба к зубу | 10 | 10 |
Винтовая линия на одном обороте | 11 | 11А |
Винтовая линия на трех оборотах | 12 | 12А |
Погрешность зацепления от зуба к зубу | - | 13 |
Погрешность зацепления | - | 14 |
Отклонение осевого шага между заходами | 15 | 15 |
Суммарное отклонение осевого шага на трех заходах | 16 | 16 |
4.2 Допуски и предельные отклонения проверяемых параметров должны соответствовать указанным в таблице 8.
Таблица 8
Метод измерения | Рисунок | Проверяемый параметр | Диапазон модулей, | Допуск и предельное отклонение, мкм, для класса точности | ||||||
4А | 3А | 2А | А | В | С | D | ||||
1 |
| Радиальное биение буртиков | От 0,5 до 1 включ. | 2 | 2 | 3 | 4 | 7 | 7 | 9 |
Радиальное биение цилиндрической поверхности буртиков относительно оси фрезы | Св. 1 до 2 включ. | 2 | 2 | 3 | 4 | 7 | 7 | 9 | ||
Св. 2 до 3,5 включ. | 2 | 3 | 4 | 6 | 9 | 9 | 12 | |||
Св. 3,5 до 6 включ. | 2 | 3 | 5 | 7 | 11 | 11 | 15 | |||
Св. 6 до 10 включ. | 3 | 4 | 6 | 9 | 14 | 14 | 18 | |||
Св. 10 до 16 включ. | 4 | 5 | 8 | 11 | 17 | 17 | 23 | |||
Св. 16 до 25 включ. | 5 | 7 | 10 | 14 | 22 | 22 | 28 | |||
Св. 25 до 40 включ. | 6 | 9 | 13 | 18 | 29 | 29 | 38 | |||
2 |
| Торцовое биение буртиков | От 0,5 до 1 включ. | 2 | 2 | 3 | 4 | 6 | 6 | 8 |
Биение торцовой поверхности буртиков | Св. 1 до 2 включ. | 2 | 2 | 3 | 4 | 6 | 6 | 8 | ||
Св. 2 до 3,5 включ. | 2 | 2 | 3 | 5 | 7 | 7 | 10 | |||
Св. 3,5 до 6 включ. | 2 | 3 | 4 | 6 | 9 | 9 | 12 | |||
Св. 6 до 10 включ. | 3 | 4 | 5 | 7 | 12 | 12 | 15 | |||
Св. 10 до 16 включ. | 3 | 5 | 6 | 9 | 14 | 14 | 19 | |||
Св. 16 до 25 включ. | 4 | 6 | 8 | 11 | 18 | 18 | 24 | |||
Св. 25 до 40 включ. | 5 | 7 | 11 | 15 | 24 | 24 | 31 | |||
3 |
| Радиальное биение по вершинам зубьев | От 0,5 до 1 включ. | 8 | 12 | 17 | 24 | 43 | 86 | 113 |
Радиальное биение вершин зубьев фрезы относительно оси фрезы | Св. 1 до 2 включ. | 8 | 12 | 17 | 24 | 43 | 86 | 113 | ||
Св. 2 до 3,5 включ. | 10 | 15 | 21 | 30 | 53 | 106 | 140 | |||
Св. 3,5 до 6 включ. | 13 | 18 | 26 | 37 | 66 | 132 | 174 | |||
Св. 6 до 10 включ. | 16 | 23 | 33 | 46 | 83 | 166 | 219 | |||
Св. 10 до 16 включ. | 20 | 29 | 41 | 58 | 104 | 207 | 274 | |||
Св. 16 до 25 включ. | 25 | 36 | 51 | 72 | 130 | 259 | 342 | |||
Св. 25 до 40 включ. | 33 | 48 | 67 | 95 | 171 | 342 | 451 | |||
4 |
| Профиль передней поверхности | От 0,5 до 1 включ. | 6 | 9 | 13 | 19 | 33 | 33 | 44 |
| Прямолинейность и наклон линии пересечения передней поверхности и плоскости, перпендикулярной оси фрезы на рабочей высоте зуба |
| Св. 1 до 2 включ. | 6 | 9 | 13 | 19 | 33 | 33 | 44 |
Св. 2 до 3,5 включ. | 8 | 12 | 16 | 23 | 42 | 42 | 55 | |||
Св. 3,5 до 6 включ. | 10 | 14 | 20 | 29 | 52 | 52 | 68 | |||
Св. 6 до 10 включ. | 13 | 18 | 26 | 36 | 65 | 65 | 86 | |||
Св. 10 до 16 включ. | 16 | 23 | 32 | 45 | 1* | 81 | 107 | |||
Св. 16 до 25 включ. | 20 | 28 | 40 | 56 | 101 | 101 | 134 | |||
Св. 25 до 40 включ. | 26 | 37 | 53 | 74 | 134 | 134 | 177 | |||
________________ * Текст документа соответствует оригиналу. - . | ||||||||||
5 |
| Разность соседних окружных шагов | От 0,5 до 1 включ. | 7 | 10 | 15 | 21 | 37 | 37 | 49 |
Наибольшая алгебраическая разность отклонений соседних окружных шагов стружечных канавок по окружности, близкой к средней расчетной | Св. 1 до 2 включ. | 7 | 10 | 15 | 21 | 37 | 37 | 49 | ||
Св. 2 до 3,5 включ. | 9 | 13 | 18 | 26 | 46 | 46 | 61 | |||
Св. 3,5 до 6 включ. | 11 | 16 | 23 | 32 | 58 | 58 | 76 | |||
Св. 6 до 10 включ. | 14 | 20 | 29 | 40 | 73 | 73 | 96 | |||
Св. 10 до 16 включ. | 18 | 25 | 36 | 50 | 91 | 91 | 120 | |||
Св. 16 до 25 включ. | 22 | 32 | 45 | 63 | 113 | 113 | 150 | |||
Св. 25 до 40 включ. | 29 | 42 | 59 | 83 | 150 | 150 | 198 | |||
6 |
| Накопленная погрешность окружных шагов стружечных канавок | От 0,5 до 1 включ. | 14 | 19 | 27 | 39 | 69 | 69 | 92 |
Наибольшая алгебраическая разность значений накопленной погрешности в пределах одного оборота по окружности, близкой к средней расчетной | Св. 1 до 2 включ. | 14 | 19 | 27 | 39 | 69 | 69 | 92 | ||
Св. 2 до 3,5 включ. | 17 | 24 | 34 | 48 | 86 | 86 | 114 | |||
Св. 3,5 до 6 включ. | 21 | 30 | 42 | 60 | 107 | 107 | 142 | |||
Св. 6 до 10 включ. | 26 | 37 | 53 | 75 | 135 | 135 | 178 | |||
Св. 10 до 16 включ. | 33 | 47 | 66 | 94 | 168 | 168 | 223 | |||
Св. 16 до 25 включ. | 41 | 59 | 83 | 117 | 211 | 211 | 278 | |||
Св. 25 до 40 включ. | 54 | 77 | 110 | 154 | 278 | 278 | 368 | |||
7 |
Отклонение передней поверхности от номинального расположения, отнесенное на 100 мм длины рабочей части фрезы | Направление стружечных канавок на длине 100 мм | От 0,5 до 40 включ. | ±28 | ±40 | ±57 | ±80 | ±100 | ±114 | ±185 |
8 |
| Профиль зуба (однозаходные фрезы) | От 0,5 до 1 включ. | 3 | 4 | 5 | 7 | 15 | 30 | 39 |
Расстояние по нормали между двумя номинальными профилями, ограничивающими действительный профиль, измеренное в заданном сечении в пределах рабочего участка зуба | Св. 1 до 2 включ. | 3 | 4 | 5 | 7 | 15 | 30 | 39 | ||
Св. 2 до 3,5 включ. | 3 | 5 | 7 | 9 | 18 | 37 | 49 | |||
Св. 3,5 до 6 включ. | 4 | 6 | 8 | 11 | 23 | 46 | 61 | |||
Св. 6 до 10 включ. | 5 | 7 | 10 | 14 | 29 | 58 | 76 | |||
Св. 10 до 16 включ. | 6 | 9 | 13 | 18 | 36 | 72 | 95 | |||
Св. 16 до 25 включ. | 8 | 11 | 16 | 23 | 45 | 90 | 119 | |||
Св. 25 до 40 включ. | 10 | 15 | 21 | 30 | 59 | 119 | 157 | |||
Профиль зуба (двухзаходные фрезы) | От 0,5 до 1 включ. | 3 | 5 | 7 | 9 | 19 | 37 | 49 | ||
Св. 1 до 2 включ. | 3 | 5 | 7 | 9 | 19 | 37 | 49 | |||
Св. 2 до 3,5 включ. | 4 | 6 | 8 | 12 | 23 | 46 | 61 | |||
Св. 3,5 до 6 включ. | 5 | 7 | 10 | 14 | 29 | 57 | 76 | |||
Св. 6 до 10 включ. | 6 | 9 | 13 | 18 | 36 | 72 | 95 | |||
Св. 10 до 16 включ. | 8 | 11 | 16 | 23 | 45 | 90 | 119 | |||
Св. 16 до 25 включ. | - | - | - | - | - | - | - | |||
Св. 25 до 40 включ. | - | - | - | - | - | - | - | |||
| Профиль зуба (трех- или четырехзаходные фрезы) | От 0,5 до 1 включ. | 4 | 6 | 8 | 12 | 23 | 46 | 61 | |
Расстояние по нормали между двумя номинальными профилями, ограничивающими действительный профиль, измеренное в заданном сечении в пределах рабочего участка зуба | Св. 1 до 2 включ. | 4 | 6 | 8 | 12 | 23 | 46 | 61 | ||
Св. 2 до 3,5 включ. | 5 | 7 | 10 | 14 | 29 | 58 | 76 | |||
Св. 3,5 до 6 включ. | 6 | 9 | 13 | 18 | 36 | 72 | 95 | |||
Св. 6 до 10 включ. | - | - | - | - | - | - | - | |||
Св. 10 до 16 включ. | - | - | - | - | - | - | - | |||
Св. 16 до 25 включ. | - | - | - | - | - | - | - | |||
Св. 25 до 40 включ. | - | - | - | - | - | - | - | |||
Профиль зуба (пяти-, шести- или семизаходные фрезы) | От 0,5 до 1 включ. | 5 | 7 | 10 | 14 | 29 | 58 | 76 | ||
Св. 1 до 2 включ. | 5 | 7 | 10 | 14 | 29 | 58 | 76 | |||
Св. 2 до 3,5 включ. | 6 | 9 | 13 | 18 | 36 | 72 | 95 | |||
Св. 3,5 до 6 включ. | - | - | - | - | - | - | - | |||
Св. 6 до 10 включ. | - | - | - | - | - | - | - | |||
Св. 10 до 16 включ. | - | - | - | - | - | - | - | |||
Св. 16 до 25 включ. | - | - | - | - | - | - | - | |||
Св. 25 до 40 включ. | - | - | - | - | - | - | - | |||
8А |
| Профиль зуба (однозаходные фрезы) | От 0,5 до 1 включ. | 4 | 6 | 9 | 13 | 25 | 50 | 67 |
Расстояние по нормали между двумя номинальными профилями, ограничивающими действительный профиль, измеренное в заданном сечении в пределах рабочего участка зуба при использовании проверки линии зацепления | Св. 1 до 2 включ. | 4 | 6 | 9 | 13 | 25 | 50 | 67 | ||
Св. 2 до 3,5 включ. | 5 | 8 | 11 | 16 | 31 | 63 | 83 | |||
Св. 3,5 до 6 включ. | 7 | 10 | 14 | 20 | 39 | 78 | 103 | |||
Св. 6 до 10 включ. | 9 | 12 | 17 | 24 | 49 | 98 | 129 | |||
Св. 10 до 16 включ. | 11 | 15 | 22 | 31 | 61 | 112 | 162 | |||
Св. 16 до 25 включ. | 13 | 19 | 27 | 38 | 77 | 153 | 202 | |||
Св. 25 до 40 включ. | 18 | 25 | 36 | 50 | 101 | 202 | 267 | |||
Профиль зуба (двухзаходные фрезы) | От 0,5 до 1 включ. | 6 | 8 | 11 | 16 | 32 | 63 | 83 | ||
Св. 1 до 2 включ. | 6 | 8 | 11 | 16 | 32 | 63 | 83 | |||
Св. 2 до 3,5 включ. | 7 | 10 | 14 | 20 | 39 | 78 | 104 | |||
Св. 3,5 до 6 включ. | 9 | 12 | 17 | 24 | 49 | 98 | 129 | |||
Св. 6 до 10 включ. | 11 | 15 | 22 | 31 | 61 | 122 | 162 | |||
Св. 10 до 16 включ. | 13 | 19 | 27 | 38 | 77 | 153 | 202 | |||
Св. 16 до 25 включ. | - | - | - | - | - | - | - | |||
Св. 25 до 40 включ. | - | - | - | - | - | - | - | |||
| Профиль зуба (трех- или четырехзаходные фрезы) | От 0,5 до 1 включ. | 7 | 10 | 14 | 20 | 39 | 79 | 104 | |
Расстояние по нормали между двумя номинальными профилями, ограничивающими действительный профиль, измеренное в заданном сечении в пределах рабочего участка зуба при использовании проверки линии зацепления | Св. 1 до 2 включ. | 7 | 10 | 14 | 20 | 39 | 79 | 104 | ||
Св. 2 до 3,5 включ. | 9 | 12 | 17 | 24 | 49 | 98 | 129 | |||
Св. 3,5 до 6 включ. | 11 | 15 | 22 | 30 | 61 | 122 | 161 | |||
Св. 6 до 10 включ. | - | - | - | - | - | - | - | |||
Св. 10 до 16 включ. | - | - | - | - | - | - | - | |||
Св. 16 до 25 включ. | - | - | - | - | - | - | - | |||
Св. 25 до 40 включ. | - | - | - | - | - | - | - | |||
Профиль зуба (пяти-, шести- или семизаходные фрезы) | От 0,5 до 1 включ. | 9 | 12 | 17 | 25 | 49 | 96 | 130 | ||
Св. 1 до 2 включ. | 9 | 12 | 17 | 25 | 49 | 96 | 130 | |||
Св. 2 до 3,5 включ. | 11 | 15 | 22 | 31 | 61 | 122 | 161 | |||
Св. 3,5 до 6 включ. | - | - | - | - | - | - | - | |||
Св. 6 до 10 включ. | - | - | - | - | - | - | - | |||
Св. 10 до 16 включ. | - | - | - | - | - | - | - | |||
Св. 16 до 25 включ. | - | - | - | - | - | - | - | |||
Св. 25 до 40 включ. | - | - | - | - | - | - | - | |||
9 |
| Толщина зуба | От 0,5 до 1 включ. | 16 | 16 | 22 | 22 | 45 | 45 | 57 |
Отклонение толщины зуба, измеренное на высоте головки в нормируемом сечении (только в минус) | Св. 1 до 2 включ. | 16 | 16 | 22 | 22 | 45 | 45 | 57 | ||
Св. 2 до 3,5 включ. | 20 | 20 | 28 | 28 | 55 | 55 | 70 | |||
Св. 3,5 до 6 включ. | 24 | 24 | 34 | 34 | 69 | 69 | 87 | |||
Св. 6 до 10 включ. | 31 | 31 | 43 | 43 | 86 | 86 | 110 | |||
Св. 10 до 16 включ. | 38 | 38 | 54 | 54 | 108 | 108 | 137 | |||
Св. 16 до 25 включ. | 48 | 48 | 68 | 68 | 135 | 135 | 171 | |||
Св. 25 до 40 включ. | 63 | 63 | 89 | 89 | 178 | 178 | 226 | |||
9A |
| Толщина на головке зуба | От 0,5 до 1 включ. | Отклонения, указанные в методе измерения 9, должны быть поделены на величину 2 tg | ||||||
Отклонение толщины зуба, измеренное на высоте головки в нормируемом сечении (только в плюс) | Св. 1 до 2 включ. | |||||||||
Св. 2 до 3,5 включ. | ||||||||||
Св. 3,5 до 6 включ. | ||||||||||
Св. 6 до 10 включ. | ||||||||||
Св. 10 до 16 включ. | ||||||||||
Св. 16 до 25 включ. | ||||||||||
Св. 25 до 40 включ. | ||||||||||
9B |
| Толщина зуба, измеренная вдоль стружечной канавки (однозаходные фрезы) | От 0,5 до 1 включ. | 4 | 6 | 8 | Метод измерения 9B применяется только для классов точности 4A, 3A и 2A | |||
Отклонение между максимальной и минимальной толщиной зубьев вдоль стружечной канавки | Св. 1 до 2 включ. | 4 | 6 | 8 | ||||||
Св. 2 до 3,5 включ. | 5 | 7 | 10 | |||||||
Св. 3,5 до 6 включ. | 6 | 9 | 13 | |||||||
Св. 6 до 10 включ. | 8 | 12 | 16 | |||||||
Св. 10 до 16 включ. | 10 | 14 | 20 | |||||||
Св. 16 до 25 включ. | 13 | 18 | 26 | |||||||
Св. 25 до 40 включ. | 17 | 24 | 34 | |||||||
Толщина зуба, измеренная вдоль стружечной канавки (двухзаходные фрезы) | От 0,5 до 1 включ. | 5 | 7 | 11 | ||||||
Св. 1 до 2 включ. | 5 | 7 | 11 | |||||||
Св. 2 до 3,5 включ. | 6 | 9 | 13 | |||||||
Св. 3,5 до 6 включ. | 8 | 11 | 16 | |||||||
Св. 6 до 10 включ. | 10 | 14 | 20 | |||||||
Св. 10 до 16 включ. | 13 | 18 | 26 | |||||||
Св. 16 до 25 включ. | - | - | - | |||||||
Св. 25 до 40 включ. | - | - | - | |||||||
| Толщина зуба, измеренная вдоль стружечной канавки (трех- и четырехзаходные фрезы) | От 0,5 до 1 включ. | 6 | 9 | 13 | |||||
Отклонение между максимальной и минимальной толщиной зубьев вдоль стружечной канавки | Св. 1 до 2 включ. | 6 | 9 | 13 | ||||||
Св. 2 до 3,5 включ. | 8 | 12 | 16 | |||||||
Св. 3,5 до 6 включ. | 10 | 14 | 20 | |||||||
Св. 6 до 10 включ. | - | - | - | |||||||
Св. 10 до 16 включ. | - | - | - | |||||||
Св. 16 до 25 включ. | - | - | - | |||||||
Св. 25 до 40 включ. | - | - | - | |||||||
Толщина зуба, измеренная вдоль стружечной канавки (пяти-, шести- и семизаходные фрезы) | От 0,5 до 1 включ. | 8 | 12 | 16 | ||||||
| Св. 1 до 2 включ. | 8 | 12 | 16 | ||||||
Св. 2 до 3,5 включ. | 10 | 14 | 20 | |||||||
Св. 3,5 до 6 включ. | - | - | - | |||||||
Св. 6 до 10 включ. | - | - | - | |||||||
Св. 10 до 16 включ. | - | - | - | |||||||
Св. 16 до 25 включ. | - | - | - | |||||||
Св. 25 до 40 включ. | - | - | - | |||||||
10 |
| Винтовая линия от зуба к зубу (однозаходные фрезы) | От 0,5 до 1 включ. | 2 | 3 | 4 | 6 | 12 | 24 | 31 |
Наибольшая разность отклонений точек режущих кромок фрезы, лежащих на цилиндре, соосном с отверстием фрезы, относительно теоретической винтовой линии, измеренная на нормируемом участке | Св. 1 до 2 включ. | 2 | 3 | 4 | 6 | 12 | 24 | 31 | ||
Св. 2 до 3,5 включ. | 3 | 4 | 5 | 7 | 15 | 30 | 39 | |||
Св. 3,5 до 6 включ. | 3 | 5 | 7 | 9 | 18 | 37 | 48 | |||
Св. 6 до 10 включ. | 4 | 6 | 8 | 12 | 23 | 46 | 61 | |||
Св. 10 до 16 включ. | 5 | 7 | 10 | 14 | 29 | 58 | 76 | |||
Св. 16 до 25 включ. | 6 | 9 | 13 | 18 | 36 | 72 | 95 | |||
Св. 25 до 40 включ. | 8 | 12 | 17 | 24 | 48 | 95 | 125 | |||
Винтовая линия от зуба к зубу (двухзаходные фрезы) | От 0,5 до 1 включ. | 3 | 4 | 5 | 7 | 15 | 30 | 39 | ||
Св. 1 до 2 включ. | 3 | 4 | 5 | 7 | 15 | 30 | 39 | |||
Св. 2 до 3,5 включ. | 3 | 5 | 7 | 9 | 18 | 37 | 49 | |||
Св. 3,5 до 6 включ. | 4 | 6 | 8 | 11 | 23 | 46 | 61 | |||
Св. 6 до 10 включ. | 5 | 7 | 10 | 14 | 29 | 58 | 76 | |||
Св. 10 до 16 включ. | 6 | 9 | 13 | 18 | 36 | 72 | 95 | |||
Св. 16 до 25 включ. | - | - | - | - | - | - | - | |||
Св. 25 до 40 включ. | - | - | - | - | - | - | - | |||
Винтовая линия от зуба к зубу (трех- и четырехзаходные фрезы) | От 0,5 до 1 включ. | 3 | 5 | 7 | 9 | 19 | 37 | 49 | ||
Св. 1 до 2 включ. | 3 | 5 | 7 | 9 | 19 | 37 | 49 | |||
Св. 2 до 3,5 включ. | 4 | 6 | 8 | 12 | 23 | 46 | 61 | |||
Св. 3,5 до 6 включ. | 5 | 7 | 10 | 14 | 29 | 57 | 76 | |||
Св. 6 до 10 включ. | - | - | - | - | - | - | - | |||
Св. 10 до 16 включ. | - | - | - | - | - | - | - | |||
Св. 16 до 25 включ. | - | - | - | - | - | - | - | |||
Св. 25 до 40 включ. | - | - | - | - | - | - | - | |||
| Винтовая линия от зуба к зубу (пяти-, шести- и семизаходные фрезы) | От 0,5 до 1 включ. | 4 | 6 | 8 | 12 | 23 | 46 | 61 | |
Наибольшая разность отклонений точек режущих кромок фрезы, лежащих на цилиндре, соосном с отверстием фрезы, относительно теоретической винтовой линии, измеренная на нормируемом участке | Св. 1 до 2 включ. | 4 | 6 | 8 | 12 | 23 | 46 | 61 | ||
Св. 2 до 3,5 включ. | 5 | 7 | 10 | 14 | 29 | 58 | 76 | |||
Св. 3,5 до 6 включ. | - | - | - | - | - | - | - | |||
Св. 6 до 10 включ. | - | - | - | - | - | - | - | |||
Св. 10 до 16 включ. | - | - | - | - | - | - | - | |||
Св. 25 до 40 включ. | - | - | - | - | - | - | - | |||
Св. 16 до 25 включ. | - | - | - | - | - | - | - | |||
11 |
| Винтовая линия на одном обороте (для фрез с числом заходов от 1 до 7) | От 0,5 до 1 включ. | 4 | 5 | 7 | 10 | 21 | 42 | 55 |
Св. 1 до 2 включ. | 4 | 5 | 7 | 10 | 21 | 42 | 55 | |||
Св. 2 до 3,5 включ. | 5 | 6 | 9 | 13 | 26 | 52 | 68 | |||
Св. 3,5 до 6 включ. | 6 | 8 | 11 | 16 | 32 | 64 | 85 | |||
Св. 6 до 10 включ. | 7 | 10 | 14 | 20 | 40 | 81 | 106 | |||
Св. 10 до 16 включ. | 9 | 13 | 18 | 25 | 50 | 101 | 133 | |||
Св. 16 до 25 включ. | 11 | 16 | 22 | 32 | 63 | 126 | 166 | |||
Св. 25 до 40 включ. | 15 | 21 | 30 | 42 | 83 | 166 | 220 | |||
11A |
| Винтовая линия на одном обороте при использовании проверки линии зацепления | От 0,5 до 1 включ. | 4 | 6 | 8 | 12 | 24 | 48 | 63 |
Св. 1 до 2 включ. | 4 | 6 | 8 | 12 | 24 | 48 | 63 | |||
Св. 2 до 3,5 включ. | 5 | 7 | 10 | 15 | 30 | 59 | 78 | |||
Св. 3,5 до 6 включ. | 6 | 9 | 13 | 18 | 37 | 73 | 97 | |||
Св. 6 до 10 включ. | 8 | 12 | 16 | 23 | 46 | 92 | 122 | |||
Св. 10 до 16 включ. | 10 | 14 | 20 | 29 | 58 | 115 | 152 | |||
Св. 16 до 25 включ. | 13 | 18 | 26 | 36 | 72 | 144 | 190 | |||
Св. 25 до 40 включ. | 17 | 24 | 34 | 48 | 95 | 190 | 251 | |||
12 |
| Винтовая линия на трех оборотах (для фрез с числом заходов от 1 до 7) | От 0,5 до 1 включ. | 7 | 10 | 14 | 19 | 39 | 77 | 102 |
Св. 1 до 2 включ. | 7 | 10 | 14 | 19 | 39 | 77 | 102 | |||
Св. 2 до 3,5 включ. | 8 | 12 | 17 | 24 | 48 | 96 | 127 | |||
Св. 3,5 до 6 включ. | 10 | 15 | 21 | 30 | 60 | 119 | 158 | |||
Св. 6 до 10 включ. | 13 | 19 | 27 | 37 | 75 | 150 | 198 | |||
Св. 10 до 16 включ. | 16 | 23 | 33 | 47 | 94 | 187 | 247 | |||
Св. 16 до 25 включ. | 20 | 29 | 42 | 59 | 117 | 234 | 309 | |||
Св. 25 до 40 включ. | 27 | 39 | 55 | 77 | 154 | 309 | 408 | |||
12A |
| Винтовая линия на трех оборотах при использовании проверки линии зацепления (для фрез с числом заходов от 1 до 7) | От 0,5 до 1 включ. | 9 | 13 | 19 | 27 | 53 | 107 | 141 |
Св. 1 до 2 включ. | 9 | 13 | 19 | 27 | 53 | 107 | 141 | |||
Св. 2 до 3,5 включ. | 12 | 17 | 24 | 33 | 66 | 133 | 175 | |||
Св. 3,5 до 6 включ. | 14 | 21 | 29 | 41 | 83 | 165 | 218 | |||
Св. 6 до 10 включ. | 18 | 26 | 37 | 52 | 104 | 207 | 274 | |||
Св. 10 до 16 включ. | 23 | 32 | 46 | 65 | 130 | 259 | 342 | |||
Св. 16 до 25 включ. | 28 | 41 | 58 | 81 | 162 | 324 | 428 | |||
Св. 25 до 40 включ. | 37 | 53 | 76 | 107 | 214 | 428 | 565 | |||
13 |
| Погрешность зацепления от зуба к зубу (однозаходные фрезы) | От 0,5 до 1 включ. | 2 | 3 | 4 | 6 | 12 | 24 | 31 |
Наибольшая разность отклонений точек режущих кромок, лежащих на линии зацепления, относительно теоретической винтовой поверхности, измеренная на нормируемом участке | Св. 1 до 2 включ. | 2 | 3 | 4 | 6 | 12 | 24 | 31 | ||
Св. 2 до 3,5 включ. | 3 | 4 | 5 | 7 | 15 | 30 | 39 | |||
Св. 3,5 до 6 включ. | 3 | 5 | 7 | 9 | 18 | 37 | 48 | |||
Св. 6 до 10 включ. | 4 | 6 | 8 | 12 | 23 | 46 | 61 | |||
Св. 10 до 16 включ. | 5 | 7 | 10 | 14 | 29 | 58 | 76 | |||
Св. 16 до 25 включ. | 6 | 9 | 13 | 18 | 36 | 72 | 95 | |||
Св. 25 до 40 включ. | 8 | 12 | 17 | 24 | 48 | 95 | 125 | |||
| Погрешность зацепления от зуба к зубу (двухзаходные фрезы) | От 0,5 до 1 включ. | 3 | 4 | 5 | 7 | 15 | 30 | 39 | |
Наибольшая разность отклонений точек режущих кромок, лежащих на линии зацепления, относительно теоретической винтовой поверхности, измеренная на нормируемом участке | Св. 1 до 2 включ. | 3 | 4 | 5 | 7 | 15 | 30 | 39 | ||
Св. 2 до 3,5 включ. | 3 | 5 | 7 | 9 | 18 | 37 | 49 | |||
Св. 3,5 до 6 включ. | 4 | 6 | 8 | 11 | 23 | 46 | 61 | |||
Св. 6 до 10 включ. | 5 | 7 | 10 | 14 | 29 | 58 | 76 | |||
Св. 10 до 16 включ. | 6 | 9 | 13 | 18 | 36 | 72 | 95 | |||
Св. 16 до 25 включ. | - | - | - | - | - | - | - | |||
Св. 25 до 40 включ. | - | - | - | - | - | - | - | |||
Погрешность зацепления от зуба к зубу (трех- и четырехзаходные фрезы) | От 0,5 до 1 включ. | 3 | 5 | 7 | 9 | 19 | 37 | 49 | ||
Св. 1 до 2 включ. | 3 | 5 | 7 | 9 | 19 | 37 | 49 | |||
Св. 2 до 3,5 включ. | 4 | 6 | 8 | 12 | 23 | 46 | 61 | |||
Св. 3,5 до 6 включ. | 5 | 7 | 10 | 14 | 29 | 57 | 76 | |||
Св. 6 до 10 включ. | - | - | - | - | - | - | - | |||
Св. 10 до 16 включ. | - | - | - | - | - | - | - | |||
Св. 16 до 25 включ. | - | - | - | - | - | - | - | |||
Св. 25 до 40 включ. | - | - | - | - | - | - | - | |||
Погрешность | От 0,5 до 1 включ. | 4 | 6 | 8 | 12 | 23 | 46 | 61 | ||
Св. 1 до 2 включ. | 4 | 6 | 8 | 12 | 23 | 46 | 61 | |||
Св. 2 до 3,5 включ. | 5 | 7 | 10 | 14 | 29 | 58 | 76 | |||
Св. 3,5 до 6 включ. | - | - | - | - | - | - | - | |||
Св. 6 до 10 включ. | - | - | - | - | - | - | - | |||
Св. 10 до 16 включ. | - | - | - | - | - | - | - | |||
Св. 16 до 25 включ. | - | - | - | - | - | - | - | |||
Св. 25 до 40 включ. | - | - | - | - | - | - | - | |||
14 |
| Погрешность зацепления (однозаходные фрезы) | От 0,5 до 1 включ. | 5 | 7 | 11 | 15 | 30 | 59 | 78 |
Св. 1 до 2 включ. | 5 | 7 | 11 | 15 | 30 | 59 | 78 | |||
Св. 2 до 3,5 включ. | 6 | 9 | 13 | 18 | 37 | 74 | 97 | |||
Св. 3,5 до 6 включ. | 8 | 11 | 16 | 23 | 46 | 92 | 121 | |||
Св. 6 до 10 включ. | 10 | 14 | 20 | 29 | 58 | 115 | 152 | |||
Св. 10 до 16 включ. | 13 | 18 | 26 | 36 | 72 | 144 | 190 | |||
Св. 16 до 25 включ. | 16 | 23 | 32 | 45 | 90 | 180 | 238 | |||
Св. 25 до 40 включ. | 21 | 30 | 42 | 59 | 119 | 238 | 314 | |||
Погрешность зацепления (двухзаходные фрезы) | От 0,5 до 1 включ. | 6 | 9 | 13 | 19 | 37 | 74 | 98 | ||
Св. 1 до 2 включ. | 6 | 9 | 13 | 19 | 37 | 74 | 98 | |||
Св. 2 до 3,5 включ. | 8 | 12 | 16 | 23 | 46 | 92 | 122 | |||
Св. 3,5 до 6 включ. | 10 | 14 | 20 | 29 | 57 | 115 | 151 | |||
Св. 6 до 10 включ. | 13 | 18 | 26 | 36 | 72 | 144 | 190 | |||
Св. 10 до 16 включ. | 16 | 23 | 32 | 45 | 90 | 180 | 238 | |||
Св. 16 до 25 включ. | - | - | - | - | - | - | - | |||
Св. 25 до 40 включ. | - | - | - | - | - | - | - | |||
Погрешность зацепления (трех- и четырехзаходные фрезы) | От 0,5 до 1 включ. | 8 | 12 | 16 | 23 | 46 | 93 | 122 | ||
Св. 1 до 2 включ. | 8 | 12 | 16 | 23 | 46 | 93 | 122 | |||
Св. 2 до 3,5 включ. | 10 | 14 | 20 | 29 | 58 | 115 | 152 | |||
Св. 3,5 до 6 включ. | 13 | 18 | 25 | 36 | 72 | 143 | 189 | |||
Св. 6 до 10 включ. | - | - | - | - | - | - | - | |||
Св. 10 до 16 включ. | - | - | - | - | - | - | - | |||
Св. 16 до 25 включ. | - | - | - | - | - | - | - | |||
Св. 25 до 40 включ. | - | - | - | - | - | - | - | |||
| Погрешность зацепления (пяти-, шести- и семизаходные фрезы) | От 0,5 до 1 включ. | 10 | 14 | 21 | 29 | 58 | 116 | 153 | |
Св. 1 до 2 включ. | 10 | 14 | 21 | 29 | 58 | 116 | 153 | |||
Св. 2 до 3,5 включ. | 13 | 18 | 26 | 36 | 72 | 144 | 190 | |||
Св. 3,5 до 6 включ. | - | - | - | - | - | - | - | |||
Св. 6 до 10 включ. | - | - | - | - | - | - | - | |||
Св. 10 до 16 включ. | - | - | - | - | - | - | - | |||
Св. 16 до 25 включ. | - | - | - | - | - | - | - | |||
Св. 25 до 40 включ. | - | - | - | - | - | - | - | |||
15 |
| Отклонение осевого шага между заходами (двухзаходные фрезы) | От 0,5 до 1 включ. | 3 | 4 | 6 | 8 | 17 | 33 | 44 |
Максимальное отклонение осевого шага между заходами на любых двух соседних зубьях, принадлежащих различным заходам в пределах двух соседних стружечных канавок | Св. 1 до 2 включ. | 3 | 4 | 6 | 8 | 17 | 33 | 44 | ||
Св. 2 до 3,5 включ. | 4 | 5 | 7 | 10 | 21 | 42 | 55 | |||
Св. 3,5 до 6 включ. | 5 | 6 | 9 | 13 | 26 | 52 | 68 | |||
Св. 6 до 10 включ. | 6 | 8 | 12 | 16 | 32 | 65 | 86 | |||
Св. 10 до 16 включ. | 7 | 10 | 14 | 20 | 41 | 81 | 107 | |||
Св. 16 до 25 включ. | - | - | - | - | - | - | - | |||
Св. 25 до 40 включ. | - | - | - | - | - | - | - | |||
| Отклонение осевого шага между заходами (трех- и четырехзаходные фрезы) | От 0,5 до 1 включ. | 4 | 5 | 7 | 10 | 21 | 42 | 55 | |
Максимальное отклонение осевого шага между заходами на любых двух соседних зубьях, принадлежащих различным заходам в пределах двух соседних стружечных канавок | Св. 1 до 2 включ. | 4 | 5 | 7 | 10 | 21 | 42 | 55 | ||
Св. 2 до 3,5 включ. | 5 | 6 | 9 | 13 | 26 | 52 | 68 | |||
Св. 3,5 до 6 включ. | 6 | 8 | 11 | 16 | 32 | 64 | 85 | |||
Св. 6 до 10 включ. | - | - | - | - | - | - | - | |||
Св. 10 до 16 включ. | - | - | - | - | - | - | - | |||
Св. 16 до 25 включ. | - | - | - | - | - | - | - | |||
Св. 25 до 40 включ. | - | - | - | - | - | - | - | |||
Отклонение осевого шага между заходами (пяти-, шести- и семизаходные фрезы) | От 0,5 до 1 включ. | 5 | 7 | 9 | 13 | 26 | 52 | 69 | ||
Св. 1 до 2 включ. | 5 | 7 | 9 | 13 | 26 | 52 | 69 | |||
Св. 2 до 3,5 включ. | 6 | 8 | 11 | 16 | 32 | 65 | 85 | |||
Св. 3,5 до 6 включ. | - | - | - | - | - | - | - | |||
Св. 6 до 10 включ. | - | - | - | - | - | - | - | |||
Св. 10 до 16 включ. | - | - | - | - | - | - | - | |||
Св. 16 до 25 включ. | - | - | - | - | - | - | - | |||
Св. 25 до 40 включ. | - | - | - | - | - | - | - | |||
16 |
| Максимальное отклонение осевого шага между заходами на любых трех зубьях (двухзаходные фрезы) | От 0,5 до 1 включ. | 5 | 7 | 11 | 15 | 30 | 59 | 78 |
Максимальное отклонение осевого шага между заходами на любых трех зубьях, принадлежащих различным заходам в пределах двух соседних стружечных канавок | Св. 1 до 2 включ. | 5 | 7 | 11 | 15 | 30 | 59 | 78 | ||
Св. 2 до 3,5 включ. | 6 | 9 | 13 | 18 | 37 | 74 | 97 | |||
Св. 3,5 до 6 включ. | 8 | 11 | 16 | 23 | 46 | 92 | 121 | |||
Св. 6 до 10 включ. | 10 | 14 | 20 | 29 | 58 | 115 | 152 | |||
Св. 10 до 16 включ. | 13 | 18 | 26 | 36 | 72 | 144 | 190 | |||
Св. 16 до 25 включ. | - | - | - | - | - | - | - | |||
Св. 25 до 40 включ. | - | - | - | - | - | - | - | |||
Максимальное отклонение осевого шага между заходами на любых трех зубьях (трех- и четырехзаходные фрезы) | От 0,5 до 1 включ. | 6 | 9 | 13 | 19 | 37 | 74 | 98 | ||
Св. 1 до 2 включ. | 6 | 9 | 13 | 19 | 37 | 74 | 98 | |||
Св. 2 до 3,5 включ. | 8 | 12 | 16 | 23 | 46 | 92 | 122 | |||
Св. 3,5 до 6 включ. | 10 | 14 | 20 | 29 | 57 | 115 | 151 | |||
Св. 6 до 10 включ. | - | - | - | - | - | - | - | |||
Св. 10 до 16 включ. | - | - | - | - | - | - | - | |||
Св. 16 до 25 включ. | - | - | - | - | - | - | - | |||
Св. 25 до 40 включ. | - | - | - | - | - | - | - | |||
Максимальное отклонение осевого шага между заходами на любых трех зубьях (пяти-, шести- и семизаходные фрезы) | От 0,5 до 1 включ. | 8 | 12 | 16 | 23 | 46 | 93 | 122 | ||
Св. 1 до 2 включ. | 8 | 12 | 16 | 23 | 46 | 93 | 122 | |||
Св. 2 до 3,5 включ. | 10 | 14 | 20 | 29 | 58 | 115 | 152 | |||
Св. 3,5 до 6 включ. | - | - | - | - | - | - | - | |||
Св. 6 до 10 включ. | - | - | - | - | - | - | - | |||
Св. 10 до 16 включ. | - | - | - | - | - | - | - | |||
Св. 16 до 25 включ. | - | - | - | - | - | - | - | |||
Св. 25 до 40 включ. | - | - | - | - | - | - | - | |||
Примечание - Обозначение a, b, c, d - по таблице 9. | ||||||||||
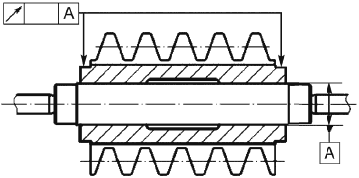
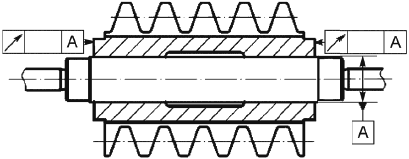
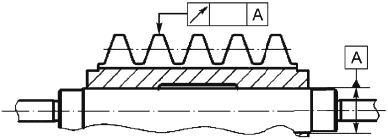
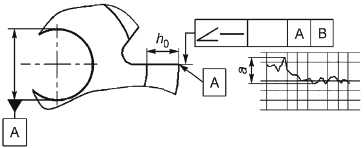
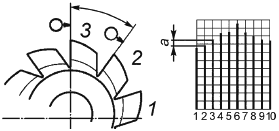
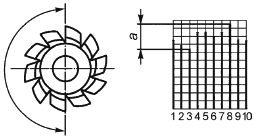
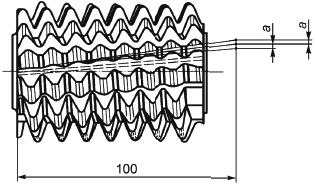
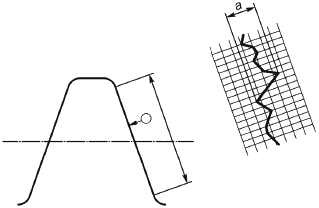
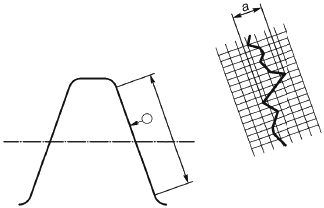
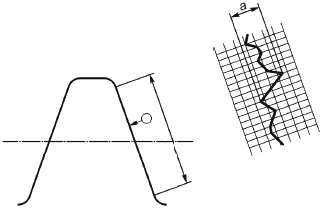
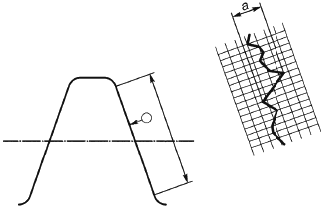
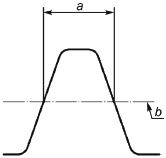
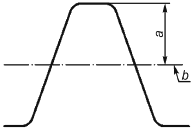
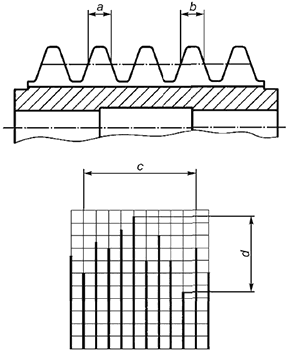
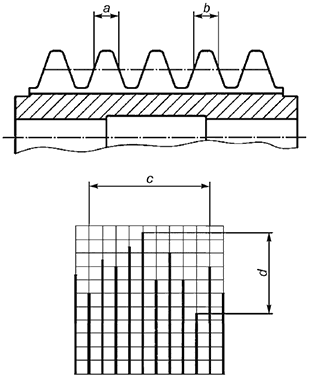
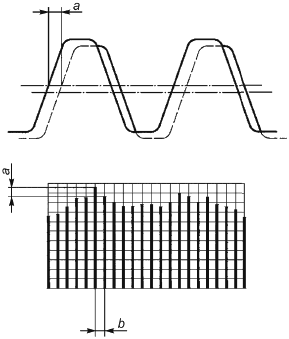
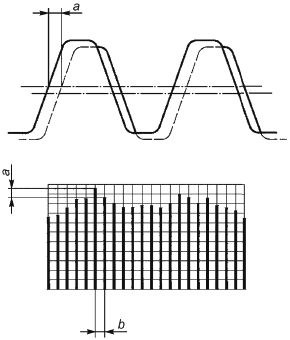
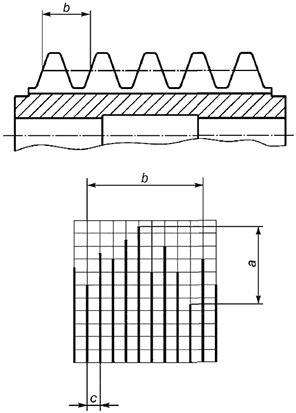
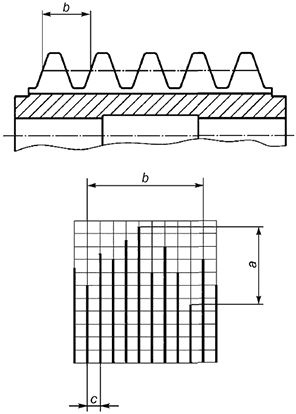
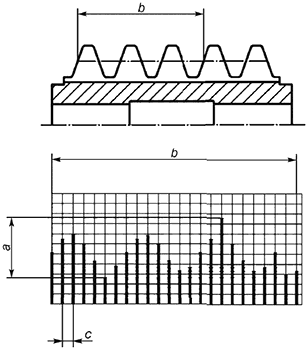
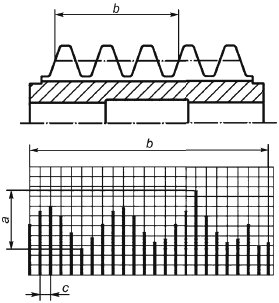
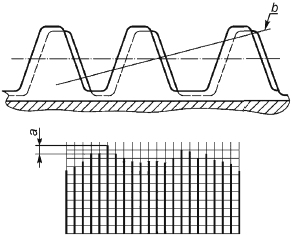
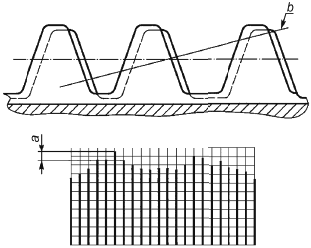
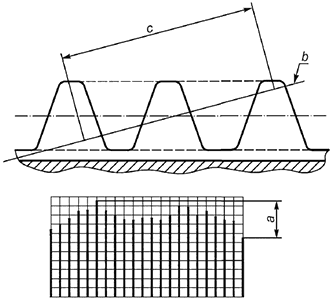
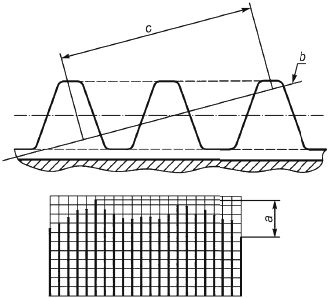
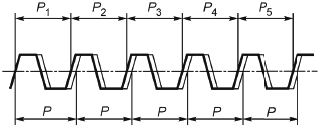
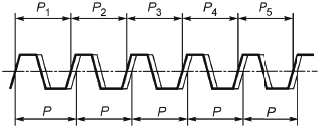
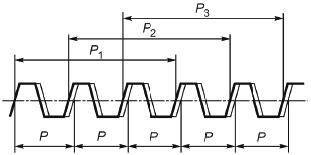
Таблица 8 (Поправка. ИУС N 1-2021).
Таблица 9
Номер проверки | Обозначение | |||
а | b | с | d | |
4 | Отклонение | - | - | - |
5 | Отклонение | - | - | - |
6 | Отклонение | - | - | - |
7 | Отклонение | - | - | - |
8 | Отклонение | - | - | - |
8А | Отклонение | - | - | - |
9 | Толщина зуба | Нормируемый диаметр | - | - |
9А | Толщина на головке зуба | Нормируемый диаметр | - | - |
9В | Максимальная толщина | Минимальная толщина | Стружечная канавка | Максимальное отклонение |
10 | Отклонение | Соседние по витку зубья | - | - |
11 | Отклонение | Один осевой шаг | Один зуб | - |
11А | Отклонение | Один осевой шаг | Один зуб | - |
12 | Отклонение | Три осевых шага | Один зуб | - |
12А | Отклонение | Три осевых шага | Один зуб | - |
13 | Отклонение | Линия зацепления | - | - |
14 | Общее отклонение | Линия зацепления | Активная длина
| - |
5.1 Приемка фрез - по ГОСТ 23726. 5.2 Испытания фрез на средний период стойкости проводят один раз в три года, на установленный период стойкости - один раз в год на одном типоразмере. 6 Методы контроля и испытаний 6.1 Внешний вид фрез контролируют визуально с помощью лупы ЛП-1-4 6.2 При контроле размерных параметров фрез применяют методы и средства измерения, погрешность которых должна быть не более: - значений, указанных в ГОСТ 8.051, - при измерении линейных размеров; - 35% допуска на проверяемый угол - при измерении угловых размеров; - 25% на проверяемый параметр - при контроле формы и расположения поверхностей. 6.3 Твердость фрез контролируют по ГОСТ 9013. 6.4 Параметры шероховатости поверхностей фрез следует контролировать на приборах по ГОСТ 9847 и ГОСТ 19300. Допускается параметры шероховатости поверхностей фрез проверять сравнением с эталонами шероховатости по ГОСТ 9378 или с образцами-эталонами фрез, имеющими параметры шероховатости не более указанных в 3.2.5. 6.5 Испытания фрез на работоспособность, средний и установленный периоды стойкости проводят на зубофрезерных станках, соответствующих установленным для них нормам точности и жесткости. 6.6 Испытания фрез следует проводить на заготовках зубчатых колес из конструкционной стали марки 45 по ГОСТ 1050 твердостью 170-197 НВ с шириной зубчатого венца не менее 3 мм - для модулей до 1 мм включительно и не менее 20 мм - для модулей свыше 1 мм и числом зубьев не менее 40. 6.7 В качестве смазочно-охлаждающей жидкости следует применять масло индустриальное 20А по ГОСТ 20799 с расходом не менее 30 л/мин. 6.8 Фрезы модулем до 4 мм испытывают при нарезании заготовок на полную глубину зуба. Фрезы модулем свыше 4 мм испытывают по предварительно обработанному образцу. 6.9 Испытания фрез на работоспособность следует проводить в течение не менее 10 мин. 6.10 После испытаний фрез на работоспособность на режущих кромках фрез не должно быть выкрашиваний и сколов, и они должны быть пригодны для дальнейшей работы. 6.11 Испытания фрез на работоспособность, средний и установленный периоды стойкости следует проводить на режимах, указанных в таблице 10. Таблица 10 | ||||
Модуль | Скорость резания, м/мин | Осевая подача, мм/об | ||
От 0,5 до 1 включ. | 40 | 0,35 | ||
Св. 1 до 1,5 включ. | 40 | 1,2 | ||
Св. 1,5 до 2,5 включ. | 35 | 1,4 | ||
Св. 2,5 до 4 включ. | 25 | 1,8 | ||
Св. 4 до 6 включ. | 25 | 2,0 | ||
Св. 6 до 10 включ. | 25 | 2,5 | ||
Св. 10 до 16 включ. | 20 | 3,0 | ||
Св. 16 | 18 | 4,0 | ||
6.12 Приемочные значения среднего | ||||
| ||||
Таблица 11 | ||||
Модуль |
|
| ||
От 0,5 до 1 включ. | 200 | 100 | ||
Св. 1 до 10 включ. | 270 | 135 | ||
Св. 10 до 14 включ. | 410 | 205 | ||
Св. 14 | 620 | 310 | ||
Транспортирование и хранение - по ГОСТ 18088. |
Приложение А
(рекомендуемое)
Размеры червячных фрез многозаходных
А.1 Основные размеры червячных многозаходных фрез исполнения 1 приведены в таблице А.1
Таблица А.1
Размеры в миллиметрах | |||||||||||||
Модуль | Число заходов | ||||||||||||
1 | 2 | 3 | |||||||||||
1 | 2 |
| Угол подъема витка |
| Угол подъема витка |
| Угол подъема витка | ||||||
0,5 | - | 24 | 8 | 1035 | 1°16' | 32 | 10 | 945 | 1°52' | 32 | 10 | 630 | 2°48' |
- | 0,55 | 24 | 8 | 930 | 1°24' | 32 | 10 | 852 | 2°04' | 32 | 10 | 568 | 3°05' |
0,6 | - | 24 | 8 | 843 | 1°32' | 32 | 10 | 775 | 2°15' | 32 | 10 | 516 | 3°23' |
- | 0,65 | 24 | 8 | 770 | 1°40' | 32 | 10 | 709 | 2°27' | 32 | 10 | 472 | 3°41' |
- | 0,7 | 24 | 8 | 707 | 1°48' | 32 | 10 | 653 | 2°39' | 32 | 10 | 435 | 3°59' |
- | 0,75 | 24 | 8 | 652 | 1°57' | 32 | 10 | 604 | 2°51' | 32 | 10 | 402 | 4°17' |
0,8 | - | 24 | 8 | 605 | 2°05' | 32 | 10 | 562 | 3°03' | 32 | 10 | 374 | 4°35' |
- | 0,9 | 24 | 8 | 525 | 2°22' | 32 | 10 | 491 | 3°28' | 32 | 10 | 326 | 5°12' |
1 | - | 24 | 8 | 462 | 2°40' | 32 | 10 | 434 | 3°53' | 32 | 10 | 289 | 5°50' |
0,5 | - | 32 | 10 | 1891 | 0°56' | 32 | 10 | 945 | 1°52' | 32 | 10 | 630 | 2°48' |
- | 0,55 | 32 | 10 | 1705 | 1°02' | 32 | 10 | 852 | 2°04' | 32 | 10 | 568 | 3°05' |
0,6 | - | 32 | 10 | 1550 | 1°08' | 32 | 10 | 775 | 2°15' | 32 | 10 | 516 | 3°23' |
- | 0,65 | 32 | 10 | 1419 | 1°14' | 32 | 10 | 709 | 2°27' | 32 | 10 | 472 | 3°41' |
- | 0,7 | 32 | 10 | 1307 | 1°20' | 32 | 10 | 653 | 2°39' | 32 | 10 | 435 | 3°59' |
- | 0,75 | 32 | 10 | 1210 | 1°26' | 32 | 10 | 604 | 2°51' | 32 | 10 | 402 | 4°17' |
0,8 | - | 32 | 10 | 1125 | 1°32' | 32 | 10 | 562 | 3°03' | 32 | 10 | 375 | 4°35' |
- | 0,9 | 32 | 10 | 983 | 1°44' | 32 | 10 | 491 | 3°28' | 32 | 10 | 326 | 5°12' |
1 | - | 32 | 10 | 870 | 1°57' | 32 | 10 | 434 | 3°53' | 32 | 10 | 289 | 5°50' |
- | 1,125 | 32 | 10 | 757 | 2°13' | 32 | 10 | 378 | 4°25' | 32 | 10 | 251 | 6°38' |
1,25 | - | 40 | 10 | 1087 | 1°57' | 40 | 10 | 543 | 3°53' | 40 | 10 | 361 | 5°50' |
- | 1,375 | 40 | 10 | 972 | 2°09' | 40 | 10 | 485 | 4°19' | 40 | 10 | 322 | 6°29' |
1,5 | - | 40 | 10 | 875 | 2°22' | 40 | 10 | 437 | 4°45' | 40 | 10 | 290 | 7°08' |
- | 1,75 | 40 | 10 | 724 | 2°49' | 40 | 10 | 361 | 5°38' | 40 | 10 | 239 | 8°28' |
2 | - | 40 | 10 | 611 | 3°17' | 40 | 10 | 304 | 6°34' | 40 | 10 | 201 | 9°52' |
* | |||||||||||||
А.2 Основные размеры червячных многозаходных фрез исполнения 2 приведены в таблице А.2
Таблица А.2
Размеры в миллиметрах | ||||||||||||||||
Модуль | Число заходов | |||||||||||||||
1 | 2 | 3 | ||||||||||||||
1 | 2 |
| Угол подъема витка | Число канавок, не более |
| Угол подъема витка | Число канавок, не более |
| Угол подъема витка | Число канавок, не более | ||||||
1 | - | 50 | 22 | 2256 | 1°12' | 16 | 55 | 22 | 1377 | 2°11' | 17 | 60 | 22 | 1101 | 2°59' | 18 |
- | 1,125 | 50 | 22 | 1979 | 1°22' | 16 | 55 | 22 | 1209 | 2°28' | 17 | 60 | 22 | 967 | 3°23' | 18 |
1,25 | - | 50 | 22 | 1757 | 1°32' | 16 | 55 | 22 | 1075 | 2°46' | 17 | 60 | 22 | 861 | 3°47' | 18 |
- | 1,375 | 50 | 22 | 1576 | 1°42' | 16 | 55 | 22 | 965 | 3°03' | 17 | 65 | 27 | 917 | 3°51' | 19 |
1,5 | - | 55 | 22 | 1750 | 1°41' | 16 | 60 | 22 | 1053 | 3°03' | 17 | 70 | 27 | 973 | 3°54' | 19 |
- | 1,75 | 55 | 22 | 1464 | 1°59' | 16 | 60 | 22 | 882 | 3°36' | 17 | 80 | 32 | 1087 | 3°59' | 20 |
2 | - | 65 | 27 | 1799 | 1°55' | 16 | 70 | 27 | 1054 | 3°32' | 17 | 90 | 32 | 1201 | 4°03' | 20 |
- | 2,25 | 65 | 27 | 1566 | 2°10' | 15 | 80 | 32 | 1227 | 3°28' | 17 | 100 | 32 | 1316 | 4°06' | 22 |
2,5 | - | 70 | 27 | 1624 | 2°15' | 15 | 85 | 32 | 1238 | 3°38' | 18 | 110 | 32 | 1431 | 4°09' | 22 |
- | 2,75 | 70 | 27 | 1448 | 2°30' | 15 | 85 | 32 | 1107 | 4°02' | 18 | 110 | 32 | 1285 | 4°35' | 22 |
3 | - | 75 | 32 | 1517 | 2°33' | 15 | 90 | 32 | 1131 | 4°10' | 18 | 115 | 32 | 1280 | 4°48' | 22 |
- | 3,5 | 80 | 32 | 1449 | 2°49' | 14 | 100 | 32 | 1186 | 4°24' | 18 | 125 | 32 | 1282 | 5°11' | 22 |
4 | - | 85 | 32 | 1404 | 3°03' | 14 | 115 | 32 | 1374 | 4°22' | 19 | 140 | 32 | 1402 | 5°18' | 22 |
- | 4,5 | 90 | 32 | 1376 | 3°17' | 14 | 120 | 32 | 1310 | 4°45' | 19 | 150 | 40 | 1419 | 5°35' | 22 |
5 | - | 95 | 32 | 1359 | 3°28' | 14 | 125 | 32 | 1261 | 5°06' | 19 | 160 | 40 | 1443 | 5°50' | 22 |
- | 5,5 | 100 | 32 | 1350 | 3°39' | 13 | 135 | 32 | 1331 | 5°12' | 19 | 170 | 40 | 1471 | 6°04' | 22 |
6 | - | 105 | 32 | 1347 | 3°49' | 13 | 140 | 32 | 1296 | 5°31' | 18 | 175 | 40 | 1413 | 6°28' | 22 |
- | 6,5 | 110 | 32 | 1349 | 3°59' | 13 | 150 | 40 | 1370 | 5°35' | 18 | - | ||||
- | 7 | 115 | 32 | 1355 | 4°07' | 13 | 155 | 40 | 1343 | 5°51' | 18 | |||||
8 | - | 120 | 32 | 1246 | 4°35' | 12 | 160 | 40 | 1217 | 6°34' | 17 | |||||
- | 9 | 125 | 32 | 1163 | 5°02' | 12 | 170 | 40 | 1200 | 7°01' | 16 | |||||
10 | - | 130 | 32 | 1097 | 5°28' | 12 | 180 | 40 | 1191 | 7°25' | 16 | |||||
- | 11 | 150 | 40 | 1359 | 5°09' | 11 | 200 | 50 | 1342 | 7°20' | 16 | |||||
12 | - | 160 | 40 | 1402 | 5°18' | 11 | 210 | 50 | 1338 | 7°40' | 15 | |||||
- | 14 | 180 | 40 | 1495 | 5°32' | 10 | 240 | 60 | 1487 | 7°51' | 15 | |||||
16 | - | 200 | 50 | 1592 | 5°44' | 10 | 270 | 60 | 1637 | 7°60' | 15 | |||||
- | 18 | 220 | 50 | 1692 | 5°54' | 10 | - | |||||||||
20 | - | 240 | 60 | 1795 | 6°03' | 10 | ||||||||||
- | 22 | 250 | 60 | 1717 | 6°29' | 10 | ||||||||||
25 | - | 280 | 60 | 1880 | 6°36' | 10 | ||||||||||
- | 28 | 320 | 80 | 2218 | 6°26' | 10 | ||||||||||
32 | - | 350 | 80 | 2262 | 6°48' | 9 | ||||||||||
- | 36 | 380 | 80 | 2318 | 7°08' | 9 | ||||||||||
40 | - | 400 | 80 | 2330 | 7°40' | 9 | ||||||||||
Продолжение таблицы А.2
Размеры в миллиметрах | |||||||||||
Модуль | Число заходов | ||||||||||
4 | 5 | ||||||||||
1 | 2 |
| Угол подъема витка | Число канавок, не более |
| Угол подъема витка | Число канавок, не более | ||||
1 | - | 85 | 32 | 1700 | 2°47' | 23 | 85 | 32 | 1359 | 3°28' | 23 |
- | 1,125 | 90 | 32 | 1687 | 2°58' | 23 | 90 | 32 | 1349 | 3°42' | 23 |
1,25 | - | 95 | 32 | 1686 | 3°07' | 25 | 95 | 32 | 1347 | 3°54' | 25 |
- | 1,375 | 95 | 32 | 1522 | 3°27' | 25 | 95 | 32 | 1216 | 4°18' | 25 |
1,5 | - | 100 | 32 | 1541 | 3°34' | 25 | 100 | 32 | 1231 | 4°28' | 25 |
- | 1,75 | 110 | 32 | 1590 | 3°48' | 25 | 110 | 32 | 1271 | 4°45' | 25 |
2 | - | 120 | 32 | 1649 | 3°59' | 25 | 120 | 32 | 1317 | 4°59' | 25 |
- | 2,25 | 120 | 32 | 1449 | 4°31' | 25 | 120 | 32 | 1157 | 5°39' | 25 |
2,5 | - | 120 | 32 | 1289 | 5°03' | 25 | 120 | 32 | 1029 | 6°19' | 25 |
- | 2,75 | 130 | 32 | 1373 | 5°08' | 25 | 130 | 32 | 1096 | 6°25' | 25 |
3 | - | 130 | 32 | 1245 | 5°37' | 27 | 130 | 32 | 993 | 7°02' | 27 |
- | 3,5 | 150 | 40 | 1418 | 5°41' | 27 | 150 | 40 | 1131 | 7°07' | 27 |
4 | - | 170 | 40 | 1592 | 5°44' | 27 | - | ||||
- | 4,5 | 180 | 40 | 1573 | 6°07' | 27 | |||||
5 | - | 190 | 40 | 1565 | 6°28' | 27 | |||||
- | 5,5 | 200 | 50 | 1566 | 6°47' | 27 | |||||
6 | - | 210 | 50 | 1572 | 7°04' | 27 | |||||
Окончание таблицы А.2
Размеры в миллиметрах | |||||||||||
Модуль | Число заходов | ||||||||||
6 | 7 | ||||||||||
1 | 2 |
| Угол подъема витка | Число канавок, не более |
| Угол подъема витка | Число канавок, не более | ||||
1 | - | 85 | 32 | 1131 | 4°10' | 23 | 85 | 32 | 969 | 4°52' | 23 |
- | 1,125 | 90 | 32 | 1123 | 4°26' | 23 | 90 | 32 | 961 | 5°11' | 23 |
1,25 | - | 95 | 32 | 1122 | 4°41' | 25 | 95 | 32 | 960 | 5°28' | 25 |
- | 1,375 | 95 | 32 | 1012 | 5°10' | 25 | 95 | 32 | 866 | 6°02' | 25 |
1,5 | - | 100 | 32 | 1025 | 5°22' | 25 | 100 | 32 | 877 | 6°16' | 25 |
- | 1,75 | 110 | 32 | 1057 | 5°42' | 25 | 110 | 32 | 905 | 6°40' | 25 |
2 | - | 120 | 32 | 1096 | 5°59' | 25 | 120 | 32 | 938 | 7°00' | 25 |
- | 2,25 | 120 | 32 | 962 | 6°47' | 25 | 120 | 32 | 823 | 7°55' | 25 |
2,5 | - | 120 | 32 | 855 | 7°35' | 25 | 120 | 32 | 731 | 8°51' | 25 |
- | 2,75 | 130 | 32 | 910 | 7°42' | 25 | 130 | 32 | 778 | 9°00' | 25 |
3 | - | 130 | 32 | 825 | 8°27' | 27 | 130 | 32 | 704 | 9°52' | 27 |
- | 3,5 | 150 | 40 | 940 | 8°33' | 27 | 150 | 40 | 802 | 9°59' | 27 |
* | |||||||||||
Приложение ДА
(справочное)
Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененных международных стандартах
Таблица ДА.1
Обозначение ссылочного межгосударственного стандарта | Степень соответствия | Обозначение и наименование ссылочного международного стандарта |
ГОСТ 9472-91*(ИСО 240-75) | MOD | ISO 240:1994 "Фрезы. Размеры фрезерных оправок, обеспечивающие взаимозаменяемость" |
ГОСТ 13755-2015 | MOD | ISO 53:1998 "Передачи зубчатые цилиндрические для общего и тяжелого машиностроения. Стандартный профиль зуба исходной рейки" |
ГОСТ 30893.1-2002 (ИСО 2768-1:1989) | MOD | ISO 2768-1:1989 "Допуски общие. Часть 1. Допуски на линейные и угловые размеры без указания допусков на отдельные размеры" |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - MOD - модифицированные стандарты. ___________________________ * Вероятно, ошибка оригинала. Следует читать: ГОСТ 9472-90.- . | ||
Приложение ДБ
(справочное)
Сопоставление структуры настоящего стандарта со структурой примененных в нем международных стандартов
Таблица ДБ.1
Структура настоящего стандарта | Структура международных стандартов | |||||||
ISO 2490:2007 | ISO 4468:2009 | |||||||
Раздел | Пункт | Подпункт | Раздел | Пункт | Подпункт | Раздел | Пункт | Подпункт |
1 | - | - | 1 | - | - | 1 | - | - |
2 | - | - | 2 | - | - | 2 | - | - |
3 | 3.1 | 3.1.4 | 3 | - | - | - | - | - |
3.2 | 3.2.6 | 5 | 5.5 | |||||
4 | 4.1 | - | - | - | - | 4 | - | - |
4.2 | - | - | - | - | 5 | 5.1 | - | |
Приложение А | - | - | Приложение А | - | - | - | - | - |
Приложение ДВ
(справочное)
Информация о причинах включения в стандарт дополнительных положений по сравнению с примененными международными стандартами
Таблица ДВ.1
Разделы, подразделы, пункты настоящего стандарта, включающие дополнительные положения | Объяснение причин включения | ||
Раздел | Подраздел | Пункт | |
3 | 3.1 | 3.1.5; 3.1.9 | Необходимые геометрические параметры для производства и заточки фрез |
3.1.10 | Правозаходные фрезы для централизованного изготовления и основного применения | ||
3.2 | 3.2.1-3.2.5 | Требования, необходимые для изготовления фрез | |
3.2.7; 3.2.8 | Требования, выполнение которых необходимо для обеспечения надежности фрез | ||
3.2.9-3.2.11 | Обеспечение достоверности фрез настоящему стандарту | ||
5; 6 | - | - | Необходимые требования для обеспечения приемки фрез в соответствии с ГОСТ 23726, а также контроля изготовления фрез и их испытаний на соответствие заданными значениями стойкости |
7 | - | - | Требование по соответствию транспортирования и хранения ГОСТ 18088 направлено на обеспечение сохранности фрез |
УДК 621.914.6:006.354 | МКС 25.100.20 |
Ключевые слова: червячные фрезы, размеры, технические условия | |
Электронный текст документа
и сверен по:
, 2020
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}