ГОСТ 16014-78
Группа Г25
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РОЛИКИ АЛМАЗНЫЕ ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ
Технические условия
Diamond rollers for dressing of abrasive wheels.
Specifications
ОКП 39 7161
Дата введения 1980-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
Р.Ф.Кохан, В.В.Авакян, В.И.Теумин, Л.И.Кашкина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 15.11.78 N 2990
3. ВЗАМЕН ГОСТ 16014-70, ГОСТ 5.1324-72
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 2.601-95 | 5.3 |
ГОСТ 9.014-78 | 5.4 |
ГОСТ 12.3.023-80 | 2.9 |
ГОСТ 15.001-88 | 3.3 |
ГОСТ 1050-88 | 2.3 |
ГОСТ 2991-85 | 5.5 |
ГОСТ 4543-71 | 2.3 |
ГОСТ 14192-96 | 5.5 |
ГОСТ 15150-69 | 5.5 |
ГОСТ 18088-83 | 5.5, 5.6 |
ГОСТ 23170-78 | 5.4 |
ГОСТ 24643-81 | 4.2 |
5. Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 4-94)
6. ПЕРЕИЗДАНИЕ (июнь 1999 г.) с Изменениями N 1, 2, утвержденными в июне 1984 г., мае 1988 г. (ИУС 10-84, 8-88)
Настоящий стандарт распространяется на алмазные ролики прямого профиля, предназначенные для правки шлифовальных кругов по копиру, изготовляемые для нужд народного хозяйства и экспорта.
(Измененная редакция, Изм. N 1, 2).
1. ОСНОВНЫЕ РАЗМЕРЫ
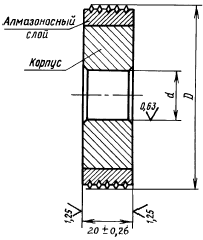
1.1. Основные размеры роликов должны соответствовать указанным на чертеже и в таблице.
Размеры в мм
Обозначение роликов | Применяемость |
|
| Масса* одного кристалла алмаза, караты, при количестве алмазов в ролике, шт. | |
1200 | 1540 | ||||
3908-0001 | 69,85 | 19,05 | 0,008-0,010* | 0,006-0,008* | |
3908-0004 | 69,90 | 20,00 | |||
3908-0005 | 69,95 | ||||
3908-0002 | 70,00 | ||||
3908-0006 | 70,05 | ||||
______________
* Для справок
Пример условного обозначения ролика с наружным диаметром 69,90:
3908-0004 ГОСТ 16014-78
(Измененная редакция, Изм. N 1, 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Алмазные ролики должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Ролик должен состоять из стального корпуса и соединенного с ним алмазоносного слоя.
2.3. Корпус ролика должен изготовляться из стали марки 40Х по ГОСТ 4543 или марки 45 по ГОСТ 1050.
2.4. Для изготовления алмазоносного слоя должны применяться природные алмазы XVI группы, подгруппы б и связка. Допускается применение алмазов указанных характеристик с металлическим покрытием.
(Измененная редакция, Изм. N 2).
2.5. Кристаллы алмаза должны располагаться на поверхности алмазоносного слоя равномерно.
2.6. На рабочей поверхности алмазоносного слоя не должно быть трещин, раковин, видимых невооруженным глазом.
2.7. Точность изготовления алмазных роликов должна соответствовать следующим требованиям:
допуск торцового биения ролика относительно оси посадочного отверстия - не более 0,018 мм;
допуск радиального биения наружной поверхности ролика относительно оси посадочного отверстия - не более 0,015 мм;
отклонение от цилиндричности наружной поверхности ролика - не более 0,015 мм.
(Измененная редакция, Изм. N 2).
2.8. Величина дисбаланса ролика не должна быть более 0,15 г·см.
2.9. Требования безопасности при правке шлифовальных кругов алмазными роликами - по ГОСТ 12.3.023.
(Введен дополнительно, Изм. N 1).
2.10. Установленный ресурс (количество правок) должен быть не менее 28500 - до 01.01.91, с 01.01.91 - 29000.
(Введен дополнительно, Изм. N 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для контроля соответствия ролика требованиям настоящего стандарта проводят приемочный контроль и периодические испытания.
(Измененная редакция, Изм. N 2).
3.2. Приемочному контролю на соответствие требованиям пп.1.1, 2.5-2.8 подвергаются все ролики.
3.3. Периодическим испытаниям на соответствие требованиям п.2.10 должны подвергаться ролики в количестве не менее 2 шт. не реже одного раза в два года.
Порядок проведения испытаний - по ГОСТ 15.001*.
______________
* На территории Российской Федерации действует ГОСТ Р 15.201-2000. - .
Допускается проводить периодические испытания у потребителя в производственных условиях.
(Измененная редакция, Изм. N 2).
3.4. (Исключен, Изм. N 2).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Контроль размеров роликов проводят с применением универсальных измерительных инструментов.
4.2. Контроль роликов на соответствие требованиям пп.2.5 и 2.6, а также параметров шероховатости поверхностей ролика проводят визуально путем сравнения с контрольным образцом.
Радиальное и торцовое биения роликов контролируют на оправке индикатором. Оправка должна быть закаленной до твердости HRC 51,5, со шлифованными посадочной и прижимной поверхностями с параметрами шероховатости
0,63 мкм и доведенными центровыми отверстиями. Центровые отверстия должны иметь предохранительный конус. Радиальное биение посадочной поверхности и торцовое биение прижимной поверхности оправки не должны превышать значений 4 степени точности по ГОСТ 24643.
(Измененная редакция, Изм. N 1).
4.3. Балансировка и контроль дисбаланса роликов должны производиться на специальных балансировочных станках.
4.4. Контроль роликов по п.2.10 проводят на круглошлифовальных станках специального назначения для обработки коленчатых валов при правке шлифовального круга ПП1060x58x305 24А32-ПС2К5 и следующем режиме:
частота вращения ролика, мин | 2800 | |||
скорость продольной подачи ролика, м/мин | 0,3 | |||
поперечная подача ролика, мм/дв. ход | 0,03 | |||
окружная скорость шлифовального круга, м/с | 45 | |||
расход СОЖ, л/мин | 20 | |||
(Введен дополнительно, Изм. N 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На торцовой поверхности корпуса ролика должна быть нанесена маркировка, содержащая:
товарный знак предприятия-изготовителя;
условное обозначение ролика;
порядковый номер ролика по системе нумерации предприятия-изготовителя.
На торце ролика, предназначенного для экспорта, должна быть нанесена надпись "Сделано в СССР" на русском или одном из иностранных языков. Остальные требования - по заказу-наряду внешнеторговой организации.
(Измененная редакция, Изм. N 1).
5.2. Знаки маркировки должны быть четкими и располагаться по концентрической окружности. Высота букв и цифр должна быть 2,5-3,0 мм.
5.3. Каждый ролик должен сопровождаться паспортом по ГОСТ 2.601*, где указывается:
______________
* На территории Российской Федерации действует ГОСТ 2.601-2006. - .
товарный знак предприятия-изготовителя;
обозначение ролика;
порядковый номер ролика по системе нумерации предприятия-изготовителя;
наружный диаметр ролика;
масса одного кристалла алмаза в каратах;
общая масса алмазов в ролике в каратах;
дата упаковки;
обозначение настоящего стандарта;
штамп технического контроля.
5.4. Перед упаковкой каждый ролик должен быть подвергнут консервации по ГОСТ 9.014. Упаковка должна производиться в потребительскую тару (картонный или пластмассовый футляр) на слой мягкого материала (поролон). Категория упаковки - К-2 по ГОСТ 23170.
(Измененная редакция, Изм. N 1).
5.5. Футляры с роликом должны быть плотно уложены в дощатые неразборные ящики по ГОСТ 2991, выложенные изнутри влагонепроницаемым материалом.
5.5а. Условия транспортирования и хранения должны соответствовать группе "Л" по ГОСТ 15150. Отправка должна производиться в соответствии с требованиями ГОСТ 18088 почтовыми посылками.
Для экспорта маркировка транспортной тары должна производиться в соответствии с требованиями ГОСТ 14192 и заказа-наряда внешнеторговой организации.
(Введен дополнительно, Изм. N 1).
5.6. Остальные требования к упаковке, а также транспортирование и хранение - по ГОСТ 18088.
Разд.6. (Исключен, Изм. N 2).
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1999
{kind=link}