ГОСТ 24637-81
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФРЕЗЫ КОНЦЕВЫЕ, ОСНАЩЕННЫЕ ВИНТОВЫМИ ТВЕРДОСПЛАВНЫМИ
ПЛАСТИНАМИ, ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ ВЫСОКОПРОЧНЫХ СТАЛЕЙ
И ТИТАНОВЫХ СПЛАВОВ НА СТАНКАХ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ
Технические условия
Carbide-tipped indexable end milling cutters for machining parts from high-strength
steels and titanium alloys on N/C machine tools. Specifications
ОКП 39 1853
Дата введения 1982-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 12 марта 1981 г. N 1271
Проверен в 1984 г. Постановлением Госстандарта от 31.10.84 N 3821 срок действия продлен до 01.01.91*
________________
* Ограничение срока действия снято по протоколу Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 2, 1993 год). - Примечание "КОДЕКС".
ПЕРЕИЗДАНИЕ (октябрь 1984 г.) с Изменением N 1, утвержденным в октябре 1984 г.; Пост. N 3821 от 31.10.84 (ИУС 2-85)
Настоящий стандарт распространяется на концевые цилиндрические фрезы с коническим хвостовиком диаметром от 16 до 50 мм, оснащенные винтовыми твердосплавными пластинами, для обработки высокопрочных сталей и титановых сплавов на станках с программным управлением.
Стандарт полностью соответствует СТ СЭВ 201-75 в части, касающейся диаметров фрез.
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
1.1. Конструкция и размеры фрез должны соответствовать указанным на чертеже и в табл.1.
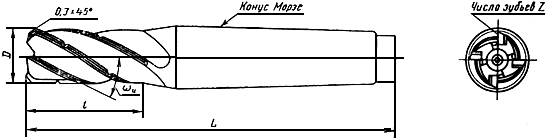
Таблица 1
Размеры в мм
Праворежущие фрезы | Леворежущие фрезы | Номер пластин | ||||||||||||||
длинных | коротких | |||||||||||||||
Обозна- чение | При- ме- няе- мость | Обозна- чение | При- ме- няе- мость | Конус Мор- зе | Чис- | Угол нак- | пра- вых | ле- вых | Коли- чест- во | пра- вых | ле- вых | Коли- чест- во | Мас- са, кг | |||
2223-5641 | - | 16 | 13 | 112 | 3 | 4 | 30° | 36350 | - | 4 | - | - | - | 0,309 | ||
2223-5642 | - | 23 | 122 | 36370 | - | 4 | 0,330 | |||||||||
2223-5643 | - | 36 | 135 | 8 | 0,349 | |||||||||||
2223-5644 | - | 20 | 21 | 120 | 36390 | - | 4 | - | - | - | 0,343 | |||||
2223-5645 | - | 37 | 136 | 36410 | 4 | 0,380 | ||||||||||
2223-5646 | - | 58 | 157 | 8 | 0,427 | |||||||||||
2223-5647 | - | 22 | 21 | 146 | 4 | 32° | 4 | - | - | - | 0,551 | |||||
2223-5648 | - | 37 | 162 | 36410 | 4 | 0,596 | ||||||||||
2223-5649 | - | 58 | 183 | 8 | 0,655 | |||||||||||
2223-5651 | - | 25 | 21 | 146 | 36° | 4 | - | - | 0,559 | |||||||
2223-5652 | - | 37 | 162 | 36410 | 4 | 0,607 | ||||||||||
2223-5653 | - | 58 | 183 | 8 | 0,670 | |||||||||||
2223-5654 | - | 74 | 199 | - | 8 | 0,721 | ||||||||||
2223-5655 | - | 32 | 19 | 174 | 5 | 40° | 36010 | - | 4 | - | - | - | 1,418 | |||
2223-5656 | - | 34 | 189 | 36110 | - | 4 | 1,655 | |||||||||
2223-5657 | - | 53 | 208 | 8 | 1,605 | |||||||||||
2223-5658 | - | 72 | 227 | 12 | 1,664 | |||||||||||
2223-5659 | - | 91 | 246 | 16 | 1,793 | |||||||||||
2223-5661 | - | 40 | 22 | 177 | 34° | 36030 | 36040 | 4 | - | - | - | 1,539 | ||||
2223-5662 | - | 38 | 193 | 36130 | 36140 | 4 | 1,668 | |||||||||
2223-5663 | - | 60 | 215 | 8 | 1,846 | |||||||||||
2223-5664 | - | 82 | 237 | 12 | 2,075 | |||||||||||
2223-5665 | 2223-5685 | 104 | 259 | 16 | 2,253 | |||||||||||
2223-5666 | 2223-5686 | 22 | 177 | 6 | 6 | - | - | - | 1,571 | |||||||
2223-5667 | 2223-5687 | 38 | 193 | 36130 | 36140 | 6 | 1,723 | |||||||||
2223-5668 | 2223-5688 | 60 | 215 | 12 | 1,932 | |||||||||||
2223-5669 | 2223-5689 | 82 | 237 | 18 | 2,194 | |||||||||||
2223-5671 | 2223-5691 | 104 | 259 | 24 | 2,403 | |||||||||||
2223-5672 | 2223-5692 | 50 | 22 | 177 | 4 | 40° | 4 | - | - | - | 1,711 | |||||
2223-5673 | 2223-5693 | 38 | 193 | 36130 | 36140 | 4 | 1,907 | |||||||||
2223-5674 | 2223-5694 | 60 | 215 | 8 | 2,083 | |||||||||||
2223-5675 | 2223-5695 | 82 | 237 | 12 | 2,544 | |||||||||||
2223-5676 | 2223-5696 | 104 | 259 | 16 | 2,998 | |||||||||||
2223-5677 | 2223-5697 | 142 | 297 | 20 | 8 | 3,183 | ||||||||||
2223-5678 | 2223-5698 | 22 | 177 | 6 | 6 | - | - | - | 1,743 | |||||||
2223-5679 | 2223-5699 | 38 | 193 | 36130 | 36140 | 6 | 1,962 | |||||||||
2223-5681 | 2223-5701 | 60 | 215 | 12 | 2,171 | |||||||||||
2223-5682 | 2223-5702 | 82 | 237 | 18 | 2,662 | |||||||||||
2223-5683 | 2223-5703 | 104 | 259 | 24 | 3,149 | |||||||||||
2223-5684 | 2223-5704 | 142 | 297 | 30 | 12 | 3,388 | ||||||||||
Примечание. Допускается изготавливать фрезы диаметром =32,40 мм с конусом Морзе 4.
Пример условного обозначения фрезы диаметром =20 мм, длиной
=120 мм, праворежущей:
Фреза 2223-5644 ГОСТ 24637-81
1.2. Фрезы должны изготовляться:
праворежущими - с правой винтовой канавкой;
леворежущими - с левой винтовой канавкой для 40 мм.
Леворежущие фрезы должны изготовляться по заказу потребителя.
В хвостовиках леворежущих фрез направление резьбы должно быть левое.
1.3. По заказу потребителя допускается увеличение наружного диаметра фрез при изготовлении на 0,1-0,3 мм.
1.4. Сердцевина фрез должна равномерно утолщаться по направлению к хвостовику на 1-2 мм на каждые 100 мм длины.
Допускается не выполнять утолщение сердцевины фрез с длиной режущей части ![]() .
.
1.5. Размеры конусов Морзе и центровые отверстия со стороны хвостовой части - по ГОСТ 25557-82.
1.6. Центровые отверстия со стороны рабочей части соответствуют указанным в рекомендуемом приложении 1.
1.7. Предохранительная выточка у центрового отверстия со стороны рабочей части обязательна.
Допускается цилиндрическая предохранительная выточка.
1.8. Стыки пластин на смежных зубьях должны располагаться в шахматном порядке.
Допускается зазор между пластинами не более 0,5 мм.
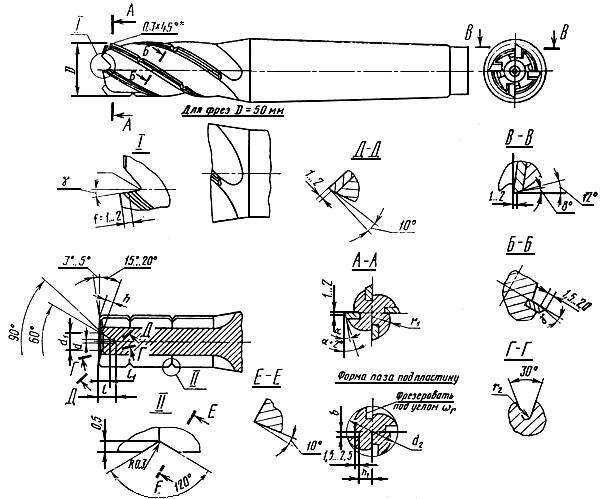
1.9. Стружкоразделительные канавки должны располагаться в месте стыка пластин и должны быть выполнены с углом профиля 120°. Глубина впадины стружколома 0,5 мм, ширина не более 2 мм.
1.10. Элементы конструкции и геометрические параметры фрез указаны в рекомендуемом приложении 1.
1.11. Величины передних и задних
углов фрез в зависимости от обрабатываемого материала указаны в справочном приложении 2.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Фрезы должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Режущая часть фрез (пластины) должна изготовляться из твердого сплава марок Т15К6, Т5К10, ВК6-М, ВК8, ВК10-ОМ, ТТ10К8-Б, ТТ20К9 по ГОСТ 3882-74.
По заказу потребителей допускается изготовление пластин из других марок твердого сплава по ГОСТ 3882-74.
Конструкция и размеры пластин - по ГОСТ 25414-82.
2.3. Материал корпусов фрез - сталь марки 40Х по ГОСТ 4543-71.
Допускается изготовление корпусов фрез из стали марки 45 или 50 по ГОСТ 1050-74 с твердостью не ниже НВ 217.
2.4. Твердость торцовой части конического хвостовика HRC 32...41,5.
2.5. Пластины должны быть прочно припаяны к корпусу фрезы. В качестве припоя должна применяться латунь марки Л63 по ГОСТ 15527-70.
2.6. Слой припоя между опорной поверхностью корпуса фрезы и пластиной должен быть не более 0,2 мм. Разрыв слоя припоя не должен превышать 10% его общей длины.
2.7. Нешлифованные поверхности фрез должны быть очищены химическим способом или оксидированы.
Допускается по заказу потребителя фрезы с пластинами из твердого сплава типа ВК азотировать или применять другие способы упрочнения.
2.8. Поверхности фрез не должны иметь следов коррозии. На режущей части фрез не должно быть трещин, завалов, выкрошенных мест, наплывов припоя, а на шлифованных поверхностях - черновин.
На нережущих частях и на незаточенной передней поверхности допускаются следы припоя.
2.9. Нережущие кромки пластин и оправок должны быть притуплены.
2.10. Центровые отверстия фрез не должны иметь забоин и разработанных мест.
2.11. Параметры шероховатости поверхности фрез по ГОСТ 2789-73 должны быть:
главных передних (на расстоянии 2-3 мм от режущей кромки) и задних поверхностей режущей части по цилиндру - 1,6 мкм;
главных передних и задних поверхностей режущей части зубьев по торцу - 3,2 мкм;
поверхностей спинки зуба и винтовых стружечных канавок - 10 мкм;
поверхностей хвостовика - 0,63 мкм;
конических поверхностей центровых отверстий - 3,2 мкм;
остальных поверхностей - 20 мкм.
2.12. На задней поверхности зубьев фрез по цилиндру вдоль главных режущих кромок для обработки высокопрочных сталей допускается прерывистая ленточка шириной не более 0,02 мм.
Фрезы для обработки титановых сплавов должны быть заточены наостро.
2.13. Предельные отклонения размеров фрез не должны быть более:
наружного диаметра - h10
общей длины и длины рабочей части
-
![]()
конусов Морзе - АТ7 по ГОСТ 2848-75;
угловых размеров - ±2°.
2.14. Допуск радиального биения режущих кромок зубьев относительно оси хвостовика не должен быть более:
при обработке высокопрочных сталей:
0,02 мм - двух смежных зубьев;
0,04 мм - двух противоположных зубьев;
при обработке титановых сплавов:
0,03 мм - двух смежных зубьев.
0,06 мм - двух противоположных зубьев.
2.15. Допуск торцевого биения режущих кромок зубьев, фаски или радиуса не должен быть более 0,03 мм.
2.16. Допуск конусности цилиндрической рабочей части не должен быть более 0,02 мм на каждые 100 мм длины в сторону уменьшения к хвостовику.
2.17. Остальные технические требования по ГОСТ 23249-78.
2.18. Средний период стойкости фрез с винтовыми пластинами должен быть не менее 90 мин при соблюдении условий, указанных в разд.4.
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки - по ГОСТ 23726-79 с дополнением, указанным в п.3.2.
3.2. Периодические испытания проводятся один раз в год не менее чем на 5 фрезах.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Испытания фрез на работоспособность и стойкость должны проводиться на универсально-фрезерных станках, удовлетворяющих установленным для них нормам точности и жесткости.
4.2. Испытания фрез, оснащенных пластинами из твердого сплава типа ВК, должны проводиться на заготовках из высокопрочной стали с пределом прочности =120
130 кгс/мм
или титанового сплава с
=95
110 кгс/мм
, а фрез, оснащенных пластинами твердого сплава типа ТК, - из стали с
=100
110 кгс/мм
.
4.3. Суммарная длина фрезерования каждой испытуемой фрезой при испытании на работоспособность не менее 500 мм.
4.4. Режимы резания и схема резания при испытании фрез должны соответствовать указанным в табл.2.
Таблица 2
Диаметр фрезы, мм | Длина режущей части, мм | Эскиз | Глубина фрезе- рования | Ширина фрезе- рования | Подача на зуб, мм | Скорость резания, м/мин | Подача на зуб, мм | Скорость резания, | Макси- мальный износ по задней грани, мм |
Марка твердого сплава | |||||||||
| ТК | BК | |||||||
16-22 | 13-58 |
| 3 | 10-50 | 0,03 | 50 | 0,04 | 28-30 | 0,4 |
25 | 21-74 | 5 | 15-60 | 0,05-0,07 | 70-80 | 0,03 | 30-34 | 0,5 | |
32 | 19-91 | 8 | 15-80 | 0,03-0,05 | 70-75 | 0,05-0,06 | |||
40 | 22-104 | 15-90 | 0,03-0,06 | 75-82 | 0,04-0,07 | ||||
50 | 22-142 | 15-130 | 0,03-0,07 | 70-78 | 0,04-0,09 | 28-30 | 0,6 | ||
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На поверхности шейки каждой фрезы (или выточке на конусе Морзе) должны быть четко нанесены:
товарный знак предприятия-изготовителя;
обозначение фрезы (последние четыре цифры);
диаметр фрезы;
марка твердого сплава.
5.2. Упаковка, транспортирование и хранение - по ГОСТ 18088-83 с дополнениями, указанными в п.5.3.
5.3. Внутренняя упаковка фрез - по ГОСТ 9.014-78, вариант упаковки ВУ-1.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ФРЕЗ
_______________
* Допускается изготавливать фрезы с радиусом на торце по заказу потребителя. Значения радиуса оговариваются заказчиком.
Размеры в мм
Шаг винтовой канавки | Угол наклона гнезда под пластину | |||||||||||
16 | 2,00 | 6 | 14 | 5,5 | 3,0 | 2 | 4,5 | 2,0 | 6 | 1,6 | 87 | 25° |
20 | 7 | 18 | 6,0 | 3,5 | 3 | 5,0 | 3,0 | 2,0 | 109 | 23° | ||
22 | 8 | 20 | 6,5 | 4,0 | 5,5 | 8 | 25° | |||||
25 | 2,50 | 10 | 23 | 8,0 | 5,0 | 4 | 7,0 | 2,5 | 29° | |||
32 | 12 | 30 | 9,0 | 6,0 | 6 | 8,5 | 3,5 | 10 | 120 | 33° | ||
40 | 3,15 | 16 | 38 | 11,5 | 7,5 | 7 | 12,0 | 4,3 | 15 | 187 | 28° | |
50 | 4,00 | 21 | 48 | 15,0 | 10,0 | 9 | 17,0 | 20 | 35° |
Примечание. Угол рассчитан по диаметру фрезы равному 2
плюс высота пластины.
ПРИЛОЖЕНИЕ 2
Справочное
Величины передних и задних
углов зубьев концевых фрез
в зависимости от обрабатываемого материала
Группы твердого сплава | Обрабатываемый материал |
| |
ВК | Титановые сплавы | 0° | 17° ±1° |
ТК | Теплоустойчивые хромистые и высокопрочные стали | -5° ±1° | 15° ±1° |
Текст документа сверен по:
М.: Издательство стандартов, 1985
{kind=link}