ГОСТ Р ИСО 12164-1-2013
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ХВОСТОВИКИ ИНСТРУМЕНТОВ ПОЛЫЕ КОНИЧЕСКИЕ (HSK). ТИПЫ А И С
Основные размеры
Hollow taper shank of tools (HSK). Typеs A and С
Basic dimensions
ОКС 25.100
ОКП 39 2800
Дата введения 2014-07-01
Предисловие
1 ПОДГОТОВЛЕН Открытым акционерным обществом "ВНИИИНСТРУМЕНТ" (ОАО "ВНИИИНСТРУМЕНТ") на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 "Инструмент"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 20 мая 2013 г. N 114-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 12164-1:2001* "Детали сопряжения с плоской контактной поверхностью полые конусные. Часть 1. Хвостовики. Размеры" (ISO 12164-1:2001 "Hollow taper interface with flange contact surface - Part 1: Shanks - Dimensions").
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочного международного стандарта соответствующий ему в качестве национального стандарта Российской Федерации межгосударственный стандарт, сведение о котором приведено в дополнительном приложении ДА
5 ВЗАМЕН ГОСТ Р 51547-2000
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru).
1 Область применения
Настоящий стандарт распространяется на размеры полых конических хвостовиков (HSK) инструментов с прилеганием по плоскости фланца к торцу шпинделя токарных, сверлильных, фрезерных и шлифовальных станков.
Настоящий стандарт распространяется на два типа хвостовиков. Тип А содержит проточенный паз на фланце для автоматической смены инструмента. Инструменты также могут быть заменены вручную. Тип С не содержит проточенный паз на фланце и может быть применен только для ручной смены инструмента. Ручную смену инструмента в обоих типах осуществляют через отверстие в конической части хвостовика.
Крутящий момент передается посредством торцовой шпонки на конце хвостовика, а также - силой трения.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие международные стандарты*:
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ИСО 1101:* Геометрические характеристики изделий (GPS). Установление геометрических допусков. Допуски на форму, ориентацию, расположение и биение (ISO 1101, Geometrical Product Specifications (GPS) - Geometrical tolerancing - Tolerances of form, orientation, location and run-out)
_______________
* Использована редакция пересмотренного ИСО 1101:1983.
ИСО 1101:1983 заменен на ИСО 1101:2004.
Для однозначного соблюдения требований настоящего стандарта, выраженных в датированных ссылках, рекомендуется использовать только данный ссылочный стандарт.
ИСО 2768-1:1989 Допуски общие. Часть 1. Допуски на линейные и угловые размеры без указания допусков на отдельные размеры (ISO 2768-1:1989, General tolerances - Part 1: Tolerances for linear and angular dimensions without individual tolerance indications)
ИСО 3040:1990* Чертежи технические. Размеры и допуски на конические элементы (ISO 3040:1990, Technical drawings - Dimensioning and tolerancing - Cones)
_______________
* ИСО 3040:1990 заменен на ИСО 3040:2009.
Для однозначного соблюдения требований настоящего стандарта, выраженных в датированных ссылках, рекомендуется использовать только данный ссылочный стандарт.
3 Размеры
3.1 Основные размеры
Размеры полых конических хвостовиков с прилеганием по плоскости к торцу шпинделя станка приведены на рисунке 1, в таблице 1 и приложении А - для типа А и на рисунке 2, в таблице 1 и приложении А - для типа С.
Размеры отверстия для балансировки, место балансировки и информация о предпочтительной зоне балансировки приведены в приложении В. Детали, не указанные на рисунках 1 и 2, следует выбирать по заказу.
Допуски формы, ориентации, расположения и биения - в соответствии с ИСО 1101. Размеры и допуски конусов - в соответствии с ИСО 3040. Неуказанные предельные отклонения - по классу допуска "m" в соответствии с ИСО 2768-1.
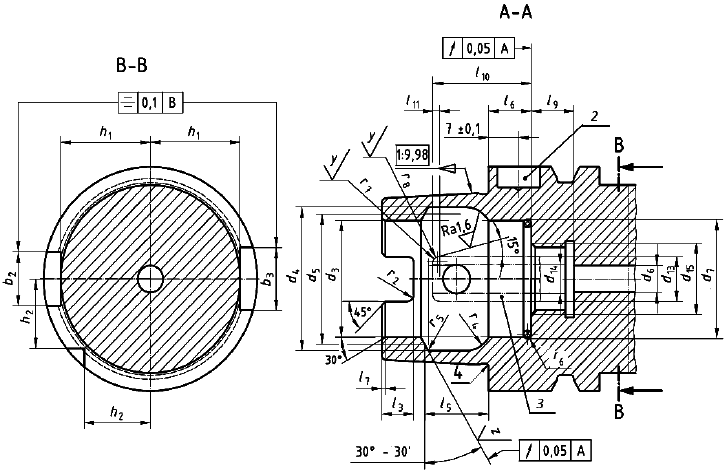
3.2 Полый конический хвостовик типа A
Размеры полых конических хвостовиков типа А приведены на рисунке 1, в таблице 1 и приложении А.

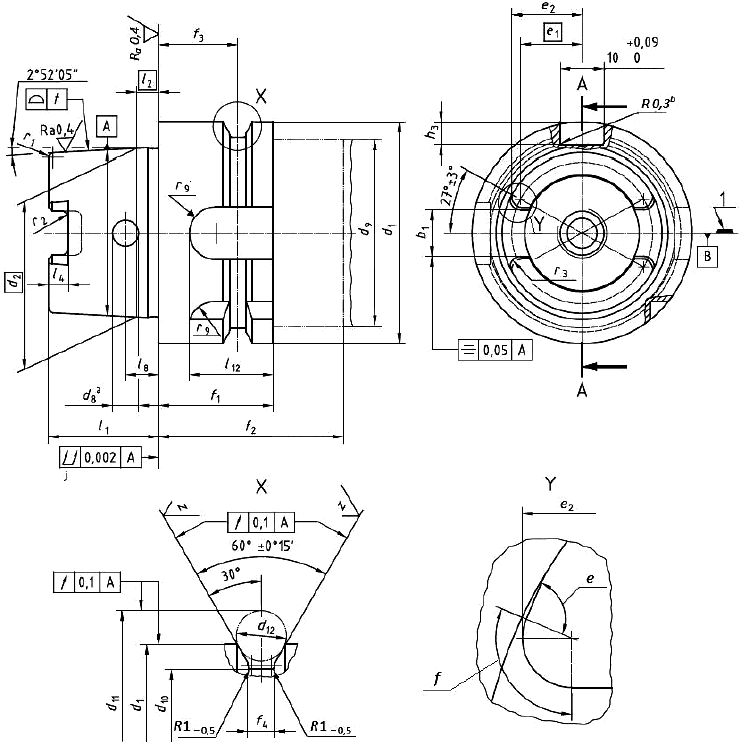
1 - плоскость расположения режущей кромки
Рисунок 1, лист 1
2 - отверстие для установки чипа; 3 - отверстие для подвода смазочно-охлаждающей жидкости (СОЖ)
; 4 - канавка (см. приложение А)
_______________
Наружная фаска не менее 0,5х45°.
Или 0,3х45 ° .
Шлифовать.
Чистовая обработка.
Повернуто на 90°.
Поверхность радиуса
.
Расположение режущей кромки для праворежущих инструментов с одной режущей кромкой.
По заказу.
Отверстие для подвода СОЖ должно быть герметичным; допуск на угловое смещение - ±1°.
Невыпуклый.
Рисунок 1, лист 2
3.3 Полый конический хвостовик типа C
Размеры полых конических хвостовиков типа C приведены на рисунке 2, в таблице 1 и приложении А.
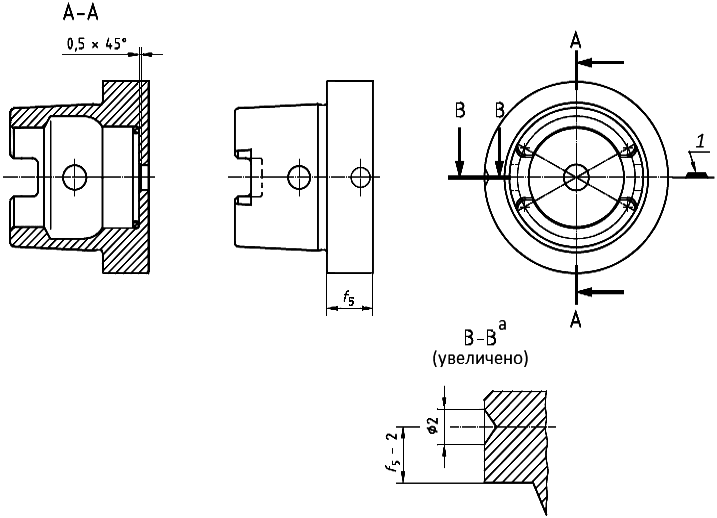
Неуказанные размеры - см. рисунок 1.
1 - плоскость расположения режущей кромки
_______________
Расположение фиксирующего паза для ориентации (увеличено).
Расположение режущей кромки для праворежущих инструментов с одной режущей кромкой.
Рисунок 2
Таблица 1
В миллиметрах
Номинальный размер | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 |
| 7,05 | 8,05 | 10,54 | 12,54 | 16,04 | 20,02 | 25,02 | 30,02 |
| 7 | 9 | 12 | 16 | 18 | 20 | 25 | 32 |
| 9 | 11 | 14 | 18 | 20 | 22 | 28 | 36 |
| 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 |
24,007 | 30,007 | 38,009 | 48,010 | 60,012 | 75,013 | 95,016 | 120,016 | |
| 17 | 21 | 26 | 34 | 42 | 53 | 67 | 85 |
| 20,5 | 25,5 | 32 | 40 | 50 | 63 | 80 | 100 |
19 | 23 | 29 | 37 | 46 | 58 | 73 | 92 | |
| 4,2 | 5 | 6,8 | 8,4 | 10,2 | 12 | 14 | 16 |
| 17,4 | 21,8 | 26,6 | 34,5 | 42,5 | 53,8 | - | - |
4 | 4,6 | 6 | 7,5 | 8,5 | 12 | - | - | |
| 26 | 34 | 42 | 53 | 68 | 88 | 111 | 144 |
| 26,5 | 34,8 | 43 | 55 | 70 | 92 | 117 | 152 |
| 37 | 45 | 59,3 | 72,3 | 88,8 | 109,75 | 134,75 | 169,75 |
4 | 4 | 7 | 7 | 7 | 7 | 7 | 7 | |
| 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 |
3,5 | 5 | 6,4 | 8 | 10 | 12 | 14 | 16 | |
M10х1 | M12х1 | M16х1 | М18х1 | M20х1,5 | M24х1,5 | M30х1,5 | M35х1,5 | |
8,82 | 11 | 13,88 | 17,99 | 21,94 | 27,37 | 35,37 | 44,32 | |
| 10,2 | 12,88 | 16,26 | 20,87 | 25,82 | 32,25 | 41,25 | 52,2 |
| 20 | 20 | 26 | 26 | 26 | 29 | 29 | 31 |
| 35 | 35 | 42 | 42 | 42 | 45 | 45 | 47 |
| 16 | 16 | 18 | 18 | 18 | 20 | 20 | 22 |
| 2 | 2 | 3,75 | 3,75 | 3,75 | 3,75 | 3,75 | 3,75 |
10 | 10 | 12,5 | 12,5 | 16 | 16 | - | - | |
| 13 | 17 | 21 | 26,5 | 34 | 44 | 55,5 | 72 |
| 9,5 | 12 | 15,5 | 20 | 25 | 31,5 | 39,5 | 50 |
| 5,4 | 5,2 | 5,1 | 5,0 | 4,9 | 4,9 | 4,8 | 4,8 |
| 16 | 20 | 25 | 32 | 40 | 50 | 63 | 80 |
3,2 | 4 | 5 | 6,3 | 8 | 10 | 12,5 | 16 | |
| 5 | 6 | 7,5 | 10 | 12 | 15 | 19 | 23 |
| 3 | 3,5 | 4,5 | 6 | 8 | 10 | 12 | 16 |
| 8,92 | 11,42 | 14,13 | 18,13 | 22,85 | 28,56 | 36,27 | 45,98 |
| 8 | 8 | 10 | 10 | 12,5 | 12,5 | 16 | 16 |
| 0,8 | 0,8 | 1 | 1 | 1,5 | 1,5 | 2 | 2 |
| 5 | 6 | 7,5 | 9 | 12 | 15 | - | - |
| 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 |
20 | 21,5 | 23 | 24,5 | 26 | 28 | 30 | 32 | |
2,5 | 2,5 | 3 | 3 | 3 | 3 | 3,5 | 3,5 | |
12 | 12 | 19 | 21 | 22 | 24 | 24 | 24 | |
0,6 | 0,8 | 1 | 1,2 | 1,6 | 2 | 2,5 | 3,2 | |
| 1 | 1 | 1,5 | 1,5 | 2 | 2 | 2,5 | 2,5 |
| 1,38 | 1,88 | 2,38 | 2,88 | 3,88 | 4,88 | 5,88 | 7,88 |
4 | 5 | 6 | 8 | 10 | 12 | 16 | 20 | |
0,4 | 0,4 | 0,5 | 0,6 | 0,8 | 1 | 1,2 | 1,6 | |
0,5 | 1 | 1,5 | 1,5 | 2 | 2 | - | - | |
1 | 1 | 1 | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 | |
2 | 2 | 2 | 3 | 3 | 3 | 3 | 3 | |
3,5 | 4,5 | 6 | 8 | 9 | 10 | 5 | 5 | |
0,002 | 0,002 | 0,0025 | 0,003 | 0,004 | 0,004 | 0,005 | 0,005 | |
Канавка | 0,2x0,1 | 0,4х0,2 | 0,6x0,2 | 0,6x0,2 | 1x0,2 | 1x0,2 | 1,6x0,3 | 1,6x0,3 |
Уплотнительное кольцо | 16x1 | 18,77x1,78 | 21,89x2,62 | 29,82x2,62 | 36,09x3,53 | 47,6x3,53 | - | - |
| ||||||||
4 Конструкция
4.1 Отверстие для установки чипа
Конструкция без отверстия для чипа - стандартная.
Конструкция с отверстием для чипа - по заказу.
4.2 Фиксирующий паз для ориентации
Конструкция с пазом - стандартная.
Конструкция без паза - по заказу.
4.3 Усилие зажима
Система зажима должна обеспечивать достаточное усилие зажима, гарантирующее контакт фланца хвостовика с торцом шпинделя станка, а также - упругую деформацию конуса. Передаваемый крутящий момент существенно зависит от усилия зажима.
Значения усилия зажима полых конических хвостовиков типов А и С приведены в приложении В.
4.4 Отверстие для ручной смены инструмента
Конструкция с отверстием для ручной смены инструмента - стандартная.
Конструкция без отверстия для ручной смены инструмента - по заказу.
5 Обозначения
Обозначение полого конического хвостовика (HSK) должно включать в себя:
a) слова "полый хвостовик";
b) обозначение настоящего стандарта;
c) HSK;
d) тип А или С;
e) номинальный размер.
Пример условного обозначения полого конического хвостовика (HSK) для автоматической и ручной смены инструмента типа А с номинальным размером 50:
Полый хвостовик HSK-A 50 ГОСТ Р ИСО 12164-1-2013
Пример условного обозначения полого конического хвостовика (HSK) для ручной смены инструмента типа С с номинальным размером 50:
Полый хвостовик HSK-C 50 ГОСТ Р ИСО 12164-1-2013
Приложение А
(обязательное)
Размеры канавки
Размеры канавки для выхода шлифовального круга приведены на рисунке А.1 и в таблице А.1.
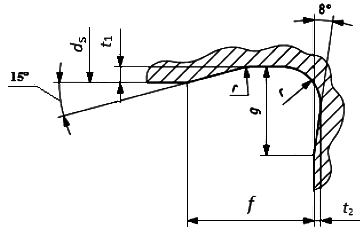
Примечание - - диаметр хвостовика.
Рисунок А.1
Таблица А.1
В миллиметрах
|
| |||
0,2 | 0,1 | 1 | 0,9 | 0,1 |
0,4 | 0,2 | 2 | 1,1 | 0,1 |
0,6 | 0,2 | 2 | 1,4 | 0,1 |
1 | 0,2 | 2,5 | 1,8 | 0,1 |
1,6 | 0,3 | 4 | 3,1 | 0,2 |
Канавку следует обозначать следующим образом:
а) канавка;
б) радиус в миллиметрах;
в) глубина в миллиметрах.
Пример условного обозначения канавки радиусом , равным 0,6 мм, и глубиной
, равной 0,2 мм:
Канавка 0,6х0,2 ГОСТ Р ИСО 12164-1-2013
Приложение В
(справочное)
Рекомендации для применения
В.1 Усилие зажима
Изменение размеров конического хвостовика и посадочного гнезда в пределах установленных допусков приведет к изменению усилий зажима, действующих на фланец. Однако усилие зажима, действующее на плоскость прилегания фланца, никогда не может быть менее 75% общего усилия зажима, приведенного в таблице В.1. Плоскость прилегания фланца является основной для передачи крутящего момента и жесткости полого конического хвостовика.
Приведенные усилия зажима в таблице В.1 следует применять для полых конических хвостовиков типов А и С.
Таблица В.1
Номинальный размер, мм | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 |
Усилие зажима, кН | 5 | 6,8 | 11 | 18 | 28 | 45 | 70 | 115 |
Усилие зажима может быть меньше при незначительных нагрузках при чистовой обработке. Усилие зажима может быть больше при более высоких нагрузках при черновой обработке.
В.2 Информация о скорости, крутящем моменте, усилии изгиба и жесткости
Изготовитель должен сообщать информацию о допустимых скоростях, крутящих моментах, усилиях изгиба и жесткости.
В.3 Информация о материале и термообработке
Полый конический хвостовик должен быть термообработан с учетом прочности, твердости, конструкции (если термообработан не полностью), жесткости и требований к износу, и эти требования являются обязательными.
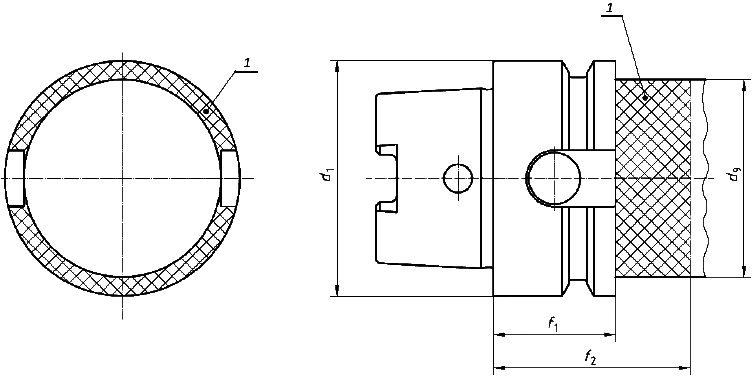
В.4 Балансировка
Если полый конический хвостовик требует балансировки перед сборкой с инструментом или оборудованием, он может быть сбалансирован в соответствии с местом для балансировки, приведенным на рисунке В.1 и в таблице В.2, и отверстием в соответствии с рисунком В.2 и таблицей В.3.
Примечание - Место для балансировки используют только для компенсации фиксирующего паза для ориентации. Данные отверстия для чипа не учитывают.
Если после сборки балансировка необходима, она должна ограничиваться предпочтительной зоной балансировки, как приведено на рисунке В.3.
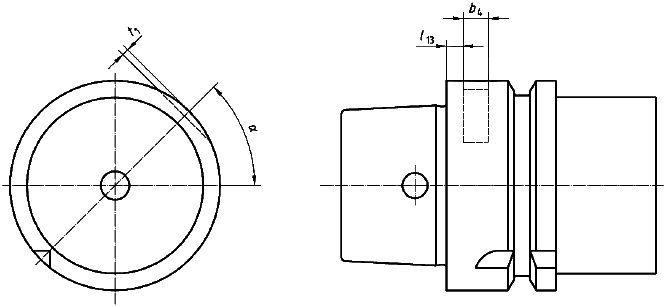
Рисунок В.1
Таблица В.2
Размеры в миллиметрах
Номинальный размер | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 |
6 | 6 | 6 | 6 | 6 | 8 | 8 | 8 | |
4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | |
1,2 | 1,3 | 1,6 | 1,7 | 2,6 | 2,8 | 3,8 | 5,6 | |
45° | 45° | 45° | 45° | 45° | 45° | 45° | 45° |
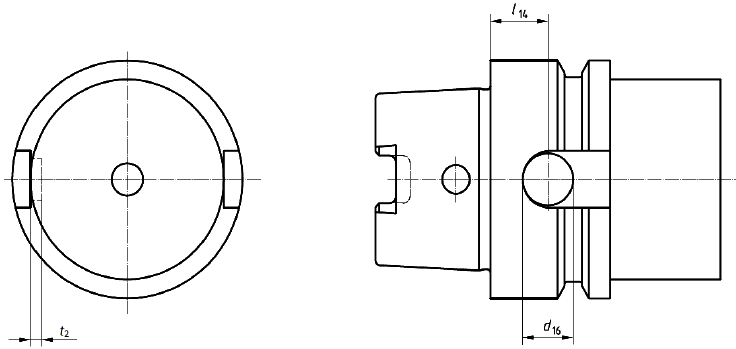
Рисунок В.2
Таблица В.3
В миллиметрах
Номинальный размер | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 |
6,8 | 8 | 11 | 14 | 16 | 16 | 18 | 20 | |
- | - | - | - | - | - | 15 | 19 | |
2,8 | 2,5 | 2,7 | 2,7 | 3 | 5,2 | 8,8 | 10,5 |
1 - предпочтительная зона балансировки
Рисунок В.3
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов ссылочным национальным стандартам Российской Федерации и действующему в этом качестве межгосударственному стандарту
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ИСО 1101:1983 | - | * |
ИСО 2768-1:1989 | MOD | ГОСТ 30893.1-2002 "Основные нормы взаимозаменяемости. Общие допуски. Предельные отклонения линейных и угловых размеров с неуказанными допусками" |
ИСО 3040:1990 | - | * |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использовано условное обозначение степени соответствия стандарта: - MOD - модифицированный стандарт. | ||
УДК 62.229.211.2:006.354 | ОКС 25.100 | ОКП 39 2800 |
Ключевые слова: хвостовики инструментов, хвостовики HSK типов А и С, полые конические хвостовики | ||
Электронный текст документа
и сверен по:
, 2014
{kind=link}