ГОСТ 25751-83
(CT СЭВ 6506-88)
Группа Г00
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ИНСТРУМЕНТЫ РЕЖУЩИЕ
Термины и определения общих понятий
Cutting tools. General terms and definitions
ОКП 943300
Дата введения 1984-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
РАЗРАБОТЧИКИ
П.А.Шалаев, Л.Я.Малькова, И.А.Слепнева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 22.04.83 N 2014
3. Срок проверки - 1999 г.,
периодичность проверки - 10 лет
4. Стандарт полностью соответствует СТ СЭВ 6506-88
5. ВВЕДЕН ВПЕРВЫЕ
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 21445-84 | 2.2 |
ГОСТ 25762-83 | Вводная часть |
7. ПЕРЕИЗДАНИЕ апрель 1990 г. с Изменением N 1, утвержденным в октябре 1989 г. (ИУС 2-90).
Настоящий стандарт устанавливает применяемые в науке, технике и производстве термины и определения понятий, являющиеся общими для всех видов режущих инструментов, а также термины и определения понятий лезвийных инструментов.
Термины, установленные настоящим стандартом, обязательны для применения в документации всех видов, научно-технической, учебной и справочной литературе.
Для каждого понятия установлен один стандартизованный термин. Применение терминов - синонимов стандартизованного термина запрещается. Недопустимые к применению термины-синонимы приведены в стандарте в качестве справочных и обозначены "Ндп".
Для отдельных стандартизованных терминов в стандарте приведены в качестве справочных краткие формы, которые разрешается применять в случаях, исключающих возможность их различного толкования.
Установленные определения можно, при необходимости, изменять по форме изложения, не допуская нарушения границ понятий.
В случае, когда необходимые и достаточные признаки понятий содержатся в буквальном значении термина, определение не приведено, и, соответственно, в графе "Определение" поставлен прочерк.
Данный стандарт следует применять совместно с ГОСТ 25762.
В стандарте в качестве справочных приведены иностранные эквиваленты для ряда стандартизованных терминов на немецком (D), английском (Е) и французском (F) языках.
В стандарте приведены алфавитные указатели содержащихся в нем терминов на русском языке и их иностранных эквивалентов.
В стандарте дано справочное приложение, в котором приведены пояснения к стандартизованным терминам, отмеченным *.
Стандартизованные термины набраны полужирным шрифтом, их краткая форма - светлым, недопустимые термины - курсивом.
Термин | Определение |
1. РЕЖУЩИЙ ИНСТРУМЕНТ И ЕГО ОБЩИЕ КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ | |
1.1. Режущий инструмент | Инструмент для обработки резанием |
1.2. Рабочая часть режущего инструмента D. Arbeitsteil vom Schneidwerkzeug Е. Working part of cutting tool F. Partie active de l'outil | Часть режущего инструмента, содержащая лезвия и выглаживатели при их наличии |
1.2.1. Режущий участок лезвийного инструмента Режущий участок | Участок рабочей части лезвийного инструмента, содержащий лезвия |
1.2.2. Калибрующий участок лезвийного инструмента Калибрующий участок | Участок рабочей части лезвийного инструмента, содержащий калибрующие зубья и выглаживатели |
1.3. Направляющая часть режущего инструмента | Часть режущего инструмента, осуществляющая его направление относительно обрабатываемого изделия или приспособления |
1.4. Соединительная часть режущего инструмента | Часть режущего инструмента между рабочей частью и хвостовиком, определяющая их взаимное расположение и расстояние между ними |
1.5. Крепежная часть режущего инструмента Крепежная часть | Часть режущего инструмента для его установки и (или) крепления в технологическом оборудовании или приспособлении |
1.5.1. Хвостовик режущего инструмента Хвостовик D. Werkzeugschaft Е. Tool shank F. Queue de l'outil | Крепежная часть режущего инструмента в виде стержня |
1.5.2. Посадочное отверстие режущего инструмента Посадочное отверстие D. Werkzeugaufnahme Е. Tool mounting bore F. Alesage de l'outil | Крепежная часть режущего инструмента в виде поверхности отверстия |
1.6. Лезвие инструмента Лезвие D. Schneidkeil Е. Cutting wedge F. Taillant | Клинообразный элемент режущего инструмента для проникновения в материал заготовки и отделения слоя материала |
1.6.1. Передняя поверхность лезвия Передняя поверхность D. Е. Face F. Face de coupe | Поверхность лезвия инструмента, контактирующая в процессе резания со срезаемым слоем и стружкой |
1.6.2. Задняя поверхность лезвия Задняя поверхность D. Е. Flank F. Face de depouille | Поверхность лезвия инструмента, контактирующая в процессе резания с поверхностями обрабатываемой заготовки |
1.6.3. Режущая кромка D. Schneide Е. Cutting edge F. | Кромка лезвия инструмента, образуемая пересечением передней и задней поверхности лезвия |
1.7. Корпус режущего инструмента Корпус D. Е. Tool body F. Corps de l'outil | Часть режущего инструмента, несущая на себе все его элементы |
2. ВИДЫ РЕЖУЩИХ ИНСТРУМЕНТОВ | |
2.1. Лезвийный инструмент | Режущий инструмент с заданным числом лезвий установленной формы |
2.2. Абразивный инструмент | По ГОСТ 21445 |
2.3. Металлорежущий инструмент D. Schneidwerkzeug zur Metallbearbeitung Е. Metal-cutting tool F. Outil coupant pour Ie travail du metal | Режущий инструмент для обработки металлов |
2.4. Дереворежущий инструмент D. Schneidwerkzeug zur Holzbearbeitung Е. Wood-cutting tool F. Outil coupant pour Ie travail du bois | Режущий инструмент для обработки древесины и древесных материалов |
2.5. Дисковый режущий инструмент | Режущий инструмент в форме тела вращения, осевая длина которого меньше его диаметра |
2.6. Цилиндрический режущий инструмент | Режущий инструмент в форме тела вращения, режущие кромки которого расположены на цилиндрической поверхности |
2.7. Конический режущий инструмент | Режущий инструмент в форме тела вращения, режущие кромки которого расположены на конической поверхности |
2.8. Пластинчатый режущий инструмент Пластинчатый инструмент | Режущий инструмент в форме пластины |
2.9. Цельный режущий инструмент Цельный инструмент | Режущий инструмент, изготовленный из одной заготовки |
2.9.1. Разжимной режущий инструмент | Режущий инструмент, в котором предусмотрена регулировка размера рабочей части путем ее деформирования |
2.10. Составной режущий инструмент Составной инструмент | Режущий инструмент с неразъемным соединением его частей и элементов. Примечание. Составной режущий инструмент может быть сварным, клеевым, паяным |
2.11. Сборный режущий инструмент Сборный инструмент | Режущий инструмент с разъемным соединением его частей и элементов |
2.11.1. Инструментальная головка | Сборный режущий инструмент с вращающейся рабочей частью, в котором предусмотрена регулировка ее размера путем перемещения ножей или абразивных брусков |
2.12. Насадной режущий инструмент Насадной инструмент | Режущий инструмент с посадочным отверстием |
2.13. Хвостовой режущий инструмент Хвостовой инструмент | Режущий инструмент с хвостовиком |
2.14. Ручной режущий инструмент Ручной инструмент | - |
2.15. Машинный режущий инструмент Машинный инструмент | Режущий инструмент для применения в технологическом оборудовании |
2.16. Машинно-ручной режущий инструмент Машинно-ручной инструмент | Режущий инструмент для применения как в качестве ручного, так и в технологическом оборудовании |
2.17. Зуборезный инструмент | Режущий инструмент для образования и (или) обработки зубьев |
2.18. Резьбонарезной инструмент | Режущий инструмент для образования и (или) обработки резьбы |
3. ВИДЫ ЛЕЗВИЙНЫХ ИНСТРУМЕНТОВ | |
3.1. Стальной режущий инструмент Стальной инструмент | Лезвийный инструмент с лезвиями из инструментальной стали |
3.1.1. Быстрорежущий инструмент D. Schneidwerkzeug aus Schnellarbeitsstahl Е. High-speed steel-cutting tool F. Outil coupant en acier rapide | Лезвийный инструмент с лезвиями из быстрорежущей стали |
3.2. Твердосплавный режущий инструмент Твердосплавный инструмент D. Hartmetallwerkzeug Е. Cemented-carbide cutting tool F. Outil coupant en metal dur | Лезвийный инструмент с лезвиями из твердого сплава |
3.3. Минералокерамический режущий инструмент Минералокерамический инструмент D. Oxidkeramisches Werkzeug Е. Cemented-oxide cutting tool F. Outil coupant en ceramiques | Лезвийный инструмент с лезвиями из минералокерамики |
3.4. Алмазный режущий инструмент Алмазный инструмент | Инструмент, рабочая часть которого изготовлена из алмаза (монокристалла, поликристалла или алмазного порошка) |
3.5. Однолезвийный инструмент D. Einschneidiges Werkzeug Е. Single-point cutting tool F. Outil | Лезвийный инструмент для обработки одним лезвием |
3.6. Многолезвийный инструмент D. Mehrschneidiges Werkzeug Е. Multi-point cutting tool F. Outil | Лезвийный инструмент, лезвия которого расположены в направлении главного движения резания последовательно |
3.7. Периферийный лезвийный инструмент | Лезвийный инструмент с периферийными зубьями |
3.8. Торцовый лезвийный инструмент | Лезвийный инструмент с торцовыми зубьями |
3.9. Периферийно-торцовый лезвийный инструмент | - |
3.10. Лезвийный инструмент со сменной пластиной | Сборный лезвийный инструмент с разъемным соединением режущей пластины с корпусом или ножом |
3.11. Лезвийный инструмент с напайной пластиной | Лезвийный инструмент, лезвия которого изготовлены путем напайки режущей пластины на корпус или нож |
3.13. Инструмент с наплавленным лезвием | Составной лезвийный инструмент, лезвия которого изготовлены путем наплавки инструментального материала |
3.14. Комбинированный режущий инструмент | Режущий инструмент, представляющий собой сочетание нескольких инструментов разных видов с одинаковым главным движением и подачей при общей крепежной части Примечание. Примером комбинированного режущего инструмента являются сверло-зенкер, сверло-метчик и др. |
3.15. Праворежущий инструмент | Лезвийный инструмент для обработки вращательным главным движением резания в направлении по часовой стрелке, если смотреть со стороны крепежной части |
3.16. Леворежущий инструмент | Лезвийный инструмент для обработки с вращательным главным движением резания в направлении против часовой стрелки, если смотреть со стороны крепежной части |
3.17. Ротационный режущий инструмент | Сборный лезвийный инструмент, круглое лезвие которого совершает при обработке вращательное касательное движение резанием |
3.18. Профильный лезвийный инструмент | Лезвийный инструмент, форма режущей кромки которого определена формой обработанной поверхности |
3.18.1. Фасонный лезвийный инструмент Фасонный инструмент | Профильный лезвийный инструмент, режущая кромка которого при обработке образует профиль обработанной поверхности одновременно всеми точками режущей кромки |
3.18.2. Обкаточный лезвийный инструмент Обкаточный инструмент | Профильный лезвийный инструмент, режущая кромка которого при обработке образует профиль обработанной поверхности в виде поверхности огибающей последовательные положения режущей кромки относительно заготовки |
3.19. Прямозубый режущий инструмент | Лезвийный инструмент с прямолинейными режущими кромками, перпендикулярными направлению скорости главного движения резания Примечание. Многолезвийный инструмент, в котором направляющая линия передней поверхности лезвия прямолинейна и перпендикулярна скорости главного движения резания. Под направляющей линией передней поверхности понимают линию, по которой движется точка прямой, описывающей эту поверхность |
3.20. Косозубый режущий инструмент | Лезвийный инструмент с прямолинейными режущими кромками, наклоненными под острым углом к направлению скорости главного движения Примечание. Многолезвийный инструмент, в котором направляющая линия передней поверхности лезвия прямолинейна и наклонена под углом к направлению скорости главного движения резания |
3.21. Режущий инструмент с винтовым зубом | Лезвийный инструмент с режущими кромками, расположенными по винтовой линии |
3.22. Резец D. Е. Single-point cutting tool F. Outil | Однолезвийный инструмент для обработки с поступательным или вращательным главным движением резания и возможностью движения подачи в нескольких направлениях Примечание. Некоторые резцы, например, отрезной, предназначаются для обработки с движением подачи в одном направлении, однако, не исключают возможности движения подачи, например, прерывистой, в другом направлении |
3.23. Фреза D. Е. Milling cutter F. Fraise | Лезвийный инструмент для обработки с вращательным главным движением резания инструмента без изменения радиуса траектории этого движения и хотя бы с одним движением подачи, направление которого не совпадают с осью вращения Примечание. Невозможность изменения радиуса траектории главного движения резания позволяет отличить однолезвийную фрезу от вращающегося резца |
3.24. Осевой режущий инструмент Осевой инструмент | Лезвийный инструмент для обработки с вращательным главным движением резания и движением подачи вдоль оси главного движения резания |
3.24.1. Сверло D. Bohrer Е. Drill F. Foret | Осевой режущий инструмент для образования отверстия в сплошном материале и (или) увеличения диаметра имеющегося отверстия |
3.24.2. Зенкер D. Spiralsenker Е. Core drill F. Foret aleseur | Осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра |
3.24.3. Развертка D. Reibahle Е. Reamer F. Alesoir | Осевой режущий инструмент для повышения точности формы и размеров отверстия и уменьшения шероховатости поверхности |
3.24.4. Зенковка D. Spitzsenker Е. Countersink F. Outil | Осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра |
3.24.5. Цековка D. Anflachsenker; Kopfsenker Е. Spot facer; Counterbore F. Outil | Осевой многолезвийный инструмент для обработки цилиндрического и (или) торцового участка отверстия заготовки |
3.24.6. Метчик D. Gewindebohrer Е. Tap F. Taraud | Осевой многолезвийный инструмент для образования и обработки внутренней резьбы |
3.24.7. Плашка D. Schneideisen Е. Threading die F. | Осевой многолезвийный инструмент для образования и обработки наружной резьбы |
3.25. Протяжка D. Е. Broach F. Broche | Многолезвийный инструмент, лезвия режущего участка которого, расположенные один за другим в направлении главного движения резания, выступают одно над другим в направлении, перпендикулярном к направлению этого движения, осуществляемого без движения подачи |
3.26. Ножовочное полотно D. Е. Saw blade F. Lame de scie | Многолезвийный инструмент в виде полосы с рядом зубьев, не выступающих один над другим, предназначенный для отрезания или прорезания пазов при поступательном главном движении резания |
3.27. Напильник D. Feile Е. File F. Lime | Многолезвийный инструмент с множеством рядов относительно мелких лезвий, работающих при поступательном или вращательном главном движении резания и движении подачи в любом направлении |
3.28. Шевер D. Schabrad Е. Gear shaving cutter F. Outil couteau "shaving" | Многолезвийный инструмент в виде зубчатых колеса или рейки с лезвиями на боковых поверхностях его зубьев, для обработки боковых поверхностей зубьев, при которой для осуществления резания используется относительное скольжение между зубьями инструмента и заготовки в процессе их зацепления |
4. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ЛЕЗВИЙНОГО ИНСТРУМЕНТА | |
4.1. Зуб лезвийного инструмента Зуб | Выступ на многолезвийном инструменте, содержащий лезвие |
4.1.1. Затылованный зуб лезвийного инструмента Затылованный зуб D. Hinterdrehter Zahn Е. Form-relived tooth F. Dent | Зуб лезвийного инструмента, форма задней поверхности лезвия которого обеспечивает постоянство профиля режущей кромки при повторных заточках передней поверхности |
4.1.2. Незатылованный зуб лезвийного инструмента Незатылованный зуб D. Е. Milled tooth F. Dent | Зуб лезвийного инструмента с задней поверхностью, форма которой не обеспечивает постоянство профиля режущей кромки при повторных заточках по передней поверхности |
4.1.3. Режущий зуб лезвийного инструмента Режущий зуб | Зуб лезвийного инструмента для удаления с заготовки заданного слоя припуска Примечание. Если режущие зубья инструмента предназначены для удаления слоев материала с разным сечением срезаемого слоя, то в зависимости от его площади различают черновые, переходные и чистовые зубья |
4.1.4. Калибрующий зуб лезвийного инструмента Калибрующий зуб D. Kalibrierzahn Е. Finish tooth F. Dent de calibrage | Зуб лезвийного инструмента для удаления с заготовки слоя материала, оставшегося после удаления режущими зубьями слоя припуска вследствие упругой деформации заготовки, инструмента, приспособления и станка |
4.1.5. Периферийный зуб лезвийного инструмента Периферийный зуб D. Umfangszahn Е. Peripheral tooth F. Dent | Зуб вращающегося лезвийного инструмента, выступающий из корпуса в радиальном направлении Примечание. Периферийный зуб может быть наружным или внутренним |
4.1.6. Торцовый зуб лезвийного инструмента Торцовый зуб D. Stirnzahn Е. End tooth F. Dent de bout | Зуб лезвийного инструмента, выступающий из корпуса в осевом направлении |
4.1.7. Винтовой зуб лезвийного инструмента Винтовой зуб | Зуб лезвийного инструмента, режущая кромка которого является винтовой линией |
4.2. Выглаживатель лезвийного инструмента Выглажнватель | Выступ на лезвийном инструменте для выглаживания Примечание. Выглаживание - поверхностное пластическое деформирование при скольжении инструмента по локально контактирующей с ним поверхности деформируемого материала |
4.3. Фаска лезвия | Узкий участок передней или задней поверхности лезвия вдоль режущей кромки с меньшими значениями переднего или заднего угла по сравнению с теми, которые имеются на основной части передней или задней поверхности |
4.4. Ленточка лезвия | Сравнительно узкий участок задней поверхности лезвия вдоль режущей кромки с меньшими значениями заднего угла по сравнению с основной частью задней поверхности |
4.5. Режущая пластина D. Schneidplatte Е. Cutting tip F. Mise de coupe | Пластина из инструментального материала с лезвием, являющаяся составной частью лезвийного инструмента |
4.6. Опорная пластина инструмента Опорная пластина | Пластина для установки в лезвийном инструменте под режущую пластину с целью уменьшения деформации лезвия при обработке резанием |
4.7. Нож лезвийного инструмента Нож D. Messer Е. Blade F. Lame | Зуб лезвийного инструмента, изготовленный отдельно и образующий с корпусом лезвийного инструмента разъемное соединение |
4.8. Секция лезвийного инструмента Секция | Элемент лезвийного инструмента, содержащий несколько зубьев, изготовленный отдельно и образующий с корпусом лезвийного инструмента разъемное соединение Примечание. Частным случаем секции является сегмент фрезы. |
4.9. Стружечная канавка D. Spannut (e) Е. Flute F. Goujure; Reinure | Канавка между соседними лезвиями инструмента для размещения и отвода стружки Примечание. Стружечные канавки лезвийного инструмента могут быть прямыми, наклонными и винтовыми |
4.9.1. Стружкоразделительная канавка | Канавка на задней поверхности лезвия инструмента поперек режущей кромки для деления стружки на полосы |
4.9.2. Стружкозавивающая канавка D. Spanleitnut (e) Е. Chip-control groove F. Reinure roule-copeau | Канавка на передней поверхности лезвия инструмента для завивания сходящей стружки |
4.10. Стружколом D. Spanbrecher E. Chip breaker F. Brise-copeau | Элемент режущей части, предназначенный для ломания или завивания стружки, осуществляемые путем соответствующего формирования передней поверхности или путем применения доставочных элементов Примечание. Различают накладной стружколом, стружколомающую канавку и стружколомающий порожек |
5. НАДЕЖНОСТЬ РЕЖУЩИХ ИНСТРУМЕНТОВ | |
5.1. Работоспособное состояние режущего инструмента (лезвия) Работоспособность | Состояние режущего инструмента (лезвия), при котором выполняется обработка резанием при установленных условиях с установленными требованиями Примечания: 1. Состояние режущего инструмента характеризуют совокупностью значений его параметров (например, значениями заднего и переднего углов, износа по задней поверхности лезвия и др.) в данный момент 2. К условиям обработки относят, например, обрабатываемый материал, технологическое оборудование, режим резания, порядок технического обслуживания, восстановления и ремонта 3. К требованиям обработки относят, например, допуски размеров, формы и расположения обработанных поверхностей, параметры шероховатости, производительность обработки резанием, удельные приведенные затраты на обработку и др. |
5.2. Неработоспособное состояние режущего инструмента (лезвия) Неработоспособность | Состояние режущего инструмента (лезвия), при котором нарушается хотя бы одно из установленных требований при установленных условиях обработки |
5.3. Отказ режущего инструмента (лезвия) Отказ | Событие, заключающееся в отклонении от установленных значений хотя бы одного из параметров режущего инструмента, характеризующих его работоспособное состояние, требований или характеристик обработки, выполняемой этим инструментом Примечание. К характеристикам обработки относят: уровень вибрации, силу резания, температуру резания и др. |
5.3.1. Внезапный отказ режущего инструмента (лезвия) Внезапный отказ | Отказ режущего инструмента (лезвия), наступающий вследствие его разрушения Примечание. Примером может служить искривление режущей пластины, повреждение лезвия и пр. |
5.3.2. Постепенный отказ режущего инструмента (лезвия) Постепенный отказ | Отказ режущего инструмента (лезвия), наступающий после достижения постепенно изменяющимся значением хотя бы одного из его установленных параметров, требований или характеристик обработки критерия отказа |
5.3.2.1. Стойкостной отказ режущего инструмента (лезвия) Стойкостной отказ | Постепенный отказ режущего инструмента (лезвия), наступающий после достижения им критерия затупления |
5.3.2.2. Точностной отказ режущего инструмента (лезвия) Точностной отказ | Постепенный отказ режущего инструмента (лезвия), наступающий после достижения размерами или формой или расположением обработанной поверхности предела поля допуска Примечание. Поле допуска - интервал значений размеров, ограниченный предельными размерами |
5.4. Критерий отказа режущего инструмента (лезвия)* Критерий отказа | Признак неработоспособного состояния, характеризуемый значением какого-либо параметра инструмента, требования или характеристики обработки, выполняемой инструментом, после достижения которого наступает его отказ |
5.4.1. Критерий затупления режущего инструмента (лезвия)* Критерий затупления | Критерий отказа режущего инструмента (лезвия), характеризуемый максимально допустимым значением износа режущего инструмента (лезвия), после достижения которого наступает его отказ Примечание. Под износом понимают значение, характеризующее изменение формы и размеров режущего инструмента (лезвия) |
5.5. Восстановление режущего инструмента (лезвия) Восстановление | Приведение рабочей части режущего инструмента (лезвия) в работоспособное состояние Примечание. Восстановление режущего инструмента (лезвия) осуществляется заточкой, заменой отказавшего лезвия и т.п. |
5.6. Время восстановления режущего инструмента (лезвия) | Сумма интервалов времени на обнаружение, поиск причин и устранение последствий отказа режущего инструмента |
5.7. Предельное состояние режущего инструмента (лезвия) | Состояние режущего инструмента (лезвия), характеризуемое невозможностью или нецелесообразностью его восстановления |
5.8. Наработка режущего инструмента (лезвия) Наработка | Продолжительность или объем работы режущего инструмента (лезвия), выраженные интервалом времени, массой или объемом снятого материала, длиной пути резания, площадью обработанной поверхности или числом обработанных заготовок Примечание. Различают следующие наработки: временную, массовую, объемную, путевую, поверхностную и штучную |
5.8.1. Наработка между отказами режущего инструмента (лезвия) Наработка между отказами | Наработка нового или восстановленного режущего инструмента (лезвия) от начала резания до отказа Примечание. В зависимости от наработки различают временную, массовую, путевую, поверхностную, объемную и штучную наработки между отказами режущего инструмента (лезвия) |
5.8.2. Наработка до отказа режущего инструмента (лезвия) | Наработка режущего инструмента (лезвия) от начала его эксплуатации до возникновения первого отказа |
5.8.3. Ресурс режущего инструмента (лезвия) Ресурс | Наработка режущего инструмента (лезвия) от начала резания новым инструментом (лезвием) до достижения им предельного состояния Примечание. В зависимости от наработки различают следующие ресурсы: временной, массовый, путевой, поверхностный, объемный и штучный |
5.8.4. Гамма-процентная наработка до отказа режущего инструмента (лезвия) Гамма-процентная наработка до отказа | Наработка режущего инструмента (лезвия), в течение которой его отказ не возникает с заданной вероятностью |
5.8.4.1. Относительная гамма-процентная наработка режущего инструмента (лезвия)* | Отношение гамма-процентной наработки режущего инструмента (лезвия) к средней наработке между отказами режущего инструмента (лезвия) |
5.8.5. Установленная безотказная наработка режущего инструмента (лезвия)* Установленная наработка | Установленное значение наработки режущего инструмента (лезвия), в течение которого ни у одного инструмента из партии заданного объема не должен наступить отказ в заданных условиях и при установленных требованиях к обработке |
5.9. Назначенная периодичность восстановления режущего инструмента (лезвия)* Назначенная периодичность восстановления | Заданная наработка режущего инструмента (лезвия) между двумя последовательными восстановлениями |
5.10. Период стойкости режущего инструмента (лезвия)* Период стойкости | Время резания новым или восстановленным режущим инструментом (лезвием) с начала резания до отказа Примечание. Под временем резания понимают интервал времени, в течение которого инструмент находится в непосредственном контакте с обрабатываемой поверхностью, сопровождающимся снятием стружки |
5.11. Полный период стойкости режущего инструмента (лезвия)* Полный период стойкости | Сумма периодов стойкости режущего инструмента (лезвия) от начала резания новым инструментом (лезвием) до достижения предельного состояния |
5.12. Безотказность режущего инструмента (лезвия) Безотказность | Свойство режущего инструмента (лезвия) непрерывно сохранять установленные значения всех параметров, характеризующих его работоспособное состояние, требований и характеристик обработки, выполняемой этим инструментом, в течение заданной наработки |
5.13. Долговечность режущего инструмента (лезвия)* Долговечность | Свойство режущего инструмента (лезвия) сохранять установленные значения всех параметров, характеризующих его работоспособное состояние, требований и характеристик обработки, выполняемой этим инструментом, до перехода в предельное состояние при установленном порядке технического обслуживания, восстановления и ремонта |
5.14. Восстанавливаемость режущего инструмента (лезвия) | Свойство режущего инструмента (лезвия), заключающееся в том, что его рабочая часть (лезвие) приспособлена к восстановлению путем заточки |
5.15. Надежность режущего инструмента (лезвия)* Надежность | Свойство режущего инструмента сохранять во времени установленные значения всех параметров, характеризующих его работоспособное состояние, требований и характеристик обработки, выполняемой этим инструментом, при установленном порядке технического обслуживания, восстановления, ремонта, транспортирования и хранения |
5.16. Средняя наработка между отказами режущего инструмента (лезвия) | Математическое ожидание наработки между отказами режущего инструмента (лезвия) |
5.17. Средний период стойкости режущего инструмента (лезвия) Средний период стойкости | Математическое ожидание значения периода стойкости режущего инструмента (лезвия) |
5.18. Гамма-процентный период стойкости режущего инструмента (лезвия) Гамма-процентный период стойкости | Время резания режущего инструмента (лезвия), в течение которого он не достигнет отказа с заданной вероятностью, выраженной в процентах |
5.19. Относительный гамма-процентный период стойкости режущего инструмента (лезвия)* | Отношение гамма-процентного периода стойкости режущего инструмента (лезвия) к среднему периоду стойкости режущего инструмента (лезвия) |
5.20. Установленный период стойкости режущего инструмента (лезвия) Установленный период стойкости | Установленное значение времени резания, в течение которого ни у одного инструмента в партии заданного объема не должен наступить отказ в заданных условиях и при установленных требованиях к обработке |
5.21. Полный средний период стойкости режущего инструмента (лезвия) Полный средний период стойкости | Математическое ожидание полного периода стойкости режущего инструмента (лезвия) |
5.22. Управление надежностью режущего инструмента* | Целесообразное изменение показателей надежности режущего инструмента при неизменной средней наработке между отказами или ее увеличении |
5.23. Резервирование режущего инструмента* Резервирование | Повышение показателей надежности режущего инструмента введением избыточных элементов рабочей или крепежной частей |
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ТЕРМИНОВ
Безотказность | 5.12 |
Безотказность лезвия | 5.12 |
Безотказность режущего инструмента | 5.12 |
Восстанавливаемость | 5.14 |
Восстанавливаемость лезвия | 5.14 |
Восстанавливаемость режущего инструмента | 5.14 |
Восстановление | 5.5 |
Восстановление лезвия | 5.5 |
Восстановление режущего инструмента | 5.5 |
Время восстановления | 5.6 |
Время восстановления лезвия | 5.6 |
Время восстановления режущего инструмента | 5.6 |
Выглаживатель | 4.2 |
Выглаживатель лезвийного инструмента | 4.2 |
Головка инструментальная | 2.11.1 |
Долговечность | 5.13 |
Долговечность лезвия | 5.13 |
Долговечность режущего инструмента | 5.13 |
Зенкер | 3.24.2 |
Зенкер-подголовка | 3.24.4 |
Зенкер торцовый | 3.24.5 |
Зенковка | 3.24.4 |
Зенковка торцовая | 3.24.5 |
Зуб | 4.1 |
Зуб винтовой | 4.1.7 |
Зуб винтовой лезвийного инструмента | 4.1.7 |
Зуб вставной | 4.7 |
Зуб затылованный | 4.1.1 |
Зуб затылованный лезвийного инструмента | 4.1.1 |
Зуб калибрующий | 4.1.4 |
Зуб калибрующий лезвийного инструмента | 4.1.4 |
Зуб лезвийного инструмента | 4.1 |
Зуб незатылованный | 4.1.2 |
Зуб незатылованный лезвийного инструмента | 4.1.2 |
Зуб острозаточенный | 4.1.2 |
Зуб остроконечный | 4.1.2 |
Зуб периферийный | 4.1.5 |
Зуб периферийный лезвийного инструмента | 4.1.5 |
Зуб режущий | 4.1.3 |
Зуб режущий лезвийного инструмента | 4.1.3 |
Зуб торцовый | 4.1.6 |
Зуб торцовый лезвийного инструмента | 4.1.6 |
Инструмент абразивный | 2.2 |
Инструмент быстрорежущий | 3.1.1 |
Инструмент дереворежущий | 2.4 |
Инструмент зуборезный | 2.17 |
Инструмент леворежущий | 3.15 |
Инструмент лезвийный | 2.1 |
Инструмент лезвийный обкаточный | 3.18.2 |
Инструмент лезвийный периферийный | 3.7 |
Инструмент лезвийный периферийно-торцовый | 3.9 |
Инструмент лезвийный профильный | 3.18 |
Инструмент лезвийный торцовый | 3.8 |
Инструмент лезвийный с клееной пластиной | 3.12 |
Инструмент лезвийный с напайной пластиной | 3.11 |
Инструмент лезвийный со сменной пластиной | 3.10 |
Инструмент лезвийный фасонный | 3.18.1 |
Инструмент машинно-ручной | 2.16 |
Инструмент машинный | 2.15 |
Инструмент минералокерамический | 3.3 |
Инструмент металлорежущий | 2.3 |
Инструмент многолезвийный | 3.6 |
Инструмент насадной | 2.12 |
Инструмент обкаточный | 3.18.2 |
Инструмент однолезвийный | 3.5 |
Инструмент осевой | 3.24 |
Инструмент пластинчатый | 2.8 |
Инструмент праворежущий | 3.15 |
Инструмент режущий | 1.1 |
Инструмент режущий алмазный | 3.4 |
Инструмент режущий дисковый | 2.5 |
Инструмент режущий комбинированный | 3.14 |
Инструмент режущий конический | 2.7 |
Инструмент режущий косозубый | 3.20 |
Инструмент режущий насадной | 2.12 |
Инструмент режущий машинный | 2.15 |
Инструмент режущий машинно-ручной | 2.16 |
Инструмент режущий минералокерамический | 3.3 |
Инструмент режущий осевой | 3.24 |
Инструмент режущий пластинчатый | 2.8 |
Инструмент режущий прямозубый | 3.19 |
Инструмент режущий разжимной | 2.9.1 |
Инструмент режущий ротационный | 3.17 |
Инструмент режущий ручной | 2.14 |
Инструмент режущий с винтовым зубом | 3.21 |
Инструмент режущий сборный | 2.11 |
Инструмент режущий составной | 2.10 |
Инструмент режущий стальной | 3.1 |
Инструмент режущий твердосплавный | 3.2 |
Инструмент режущий хвостовой | 2.13 |
Инструмент режущий цельный | 2.9 |
Инструмент режущий цилиндрический | 2.6 |
Инструмент резьбонарезной | 2.18 |
Инструмент ручной | 2.14 |
Инструмент сборный | 2.11 |
Инструмент с лезвием направленным | 3.13 |
Инструмент составной | 2.10 |
Инструмент стальной | 3.1 |
Инструмент твердосплавный | 3.2 |
Инструмент фасонный | 3.18.1 |
Инструмент хвостовой | 2.13 |
Инструмент цельный | 2.9 |
Канавка стружечная | 4.9 |
Канавка стружкозавивающая | 4.9.2 |
Канавка стружкоразделительная | 4.9.1 |
Корпус | 1.7 |
Корпус режущего инструмента | 1.7 |
Критерий затупления | 5.4.1 |
Критерий затупления лезвия | 5.4.1 |
Критерий затупления режущего инструмента | 5.4.1 |
Критерий отказа | 5.4 |
Критерий отказа лезвия | 5.4 |
Критерий отказа режущего инструмента | 5.4 |
Кромка режущая | 1.6.3 |
Лезвие | 1.6 |
Лезвие инструмента | 1.6 |
Ленточка лезвия | 4.4 |
Метчик | 3.24.6 |
Надежность | 5.15 |
Надежность лезвия | 5.15 |
Надежность режущего инструмента | 5.15 |
Напильник | 3.27 |
Наработка гамма-процентная до отказа | 5.8.4 |
Наработка гамма-процентная до отказа лезвия | 5.8.4 |
Наработка гамма-процентная до отказа режущего инструмента | 5.8.4 |
Наработка до отказа | 5.8.2 |
Наработка до отказа лезвия | 5.8.2 |
Наработка лезвия | 5.8 |
Наработка лезвия гамма-процентная относительная | 5.8.4.1 |
Наработка лезвия между отказами | 5.8.1 |
Наработка лезвия между отказами средняя | 5.16 |
Наработка лезвия установленная безотказная | 5.8.5 |
Наработка между отказами | 5.8.1 |
Наработка между отказами средняя | 5.16 |
Наработка режущего инструмента | 5.8 |
Наработка режущего инструмента гамма-процентная относительная | 5.8.4.1 |
Наработка режущего инструмента до отказа | 5.8.2 |
Наработка режущего инструмента между отказами | 5.8.1 |
Наработка режущего инструмента между отказами средняя | 5.16 |
Наработка режущего инструмента установленная | 5.8.5 |
Наработка установленная | 5.8.5 |
Неработоспособность | 5.2 |
Нож | 4.7 |
Нож лезвийного инструмента | 4.7 |
Отверстие посадочное | 1.5.2 |
Отверстие режущего инструмента посадочное | 1.5.2 |
Отказ | 5.3 |
Отказ внезапный | 5.3.1 |
Отказ лезвия внезапный | 5.3.1 |
Отказ лезвия постепенный | 5.3.2 |
Отказ лезвия стойкостной | 5.3.2.1 |
Отказ лезвия точностной | 5.3.2.2 |
Отказ постепенный | 5.3.2 |
Отказ режущего инструмента | 5.3 |
Отказ режущего инструмента внезапный | 5.3.1 |
Отказ режущего инструмента постепенный | 5.3.2 |
Отказ режущего инструмента стойкостной | 5.3.2.1 |
Отказ режущего инструмента точностной | 5.3.2.2 |
Отказ стойкостной | 5.3.2.1 |
Отказ точностной | 5.3.2.2 |
Периодичность восстановления лезвия назначенная | 5.9 |
Периодичность восстановления назначенная | 5.9 |
Периодичность восстановления режущего инструмента назначенная | 5.9 |
Период стойкости | 5.10 |
Период стойкости гамма-процентный | 5.18 |
Период стойкости лезвия | 5.10 |
Период стойкости лезвия гамма-процентный | 5.18 |
Период стойкости лезвия полный | 5.11 |
Период стойкости лезвия средний | 5.17 |
Период стойкости лезвия установленный | 5.20 |
Период стойкости полный | 5.11 |
Период стойкости полный средний | 5.21 |
Период стойкости режущего инструмента | 5.10 |
Период стойкости режущего инструмента гамма-процентный | 5.18 |
Период стойкости режущего инструмента полный | 5.11 |
Период стойкости режущего инструмента полный средний | 5.21 |
Период стойкости режущего инструмента установленный | 5.20 |
Период стойкости средний | 5.17 |
Период стойкости установленный | 5.20 |
Пластина опорная | 4.6 |
Пластина опорная режущего инструмента | 4.6 |
Пластина режущая | 4.5 |
Плашка | 3.24.7 |
Поверхность задняя | 1.6.2 |
Поверхность лезвия задняя | 1.6.2 |
Поверхность лезвия передняя | 1.6.1 |
Поверхность передняя | 1.6.1 |
Подрезка | 3.24.5 |
Полотно ножовочное | 3.26 |
Протяжка | 3.25 |
Работоспособность | 5.1 |
Развертка | 3.24.3 |
Резервирование | 5.23 |
Резервирование режущего инструмента | 5.23 |
Резец | 3.2.2 |
Ресурс | 5.8.3 |
Ресурс лезвия | 5.8.3 |
Ресурс режущего инструмента | 5.8.3 |
Сверло | 3.24.1 |
Секция | 4.8 |
Секция лезвийного инструмента | 4.8 |
Состояние неработоспособное лезвия | 5,2 |
Состояние неработоспособное режущего инструмента | 5.2 |
Состояние предельное | 5.7 |
Состояние предельное лезвия | 5.7 |
Состояние предельное режущего инструмента | 5.7 |
Состояние работоспособное лезвия | 5.1 |
Состояние работоспособное режущего инструмента | 5.1 |
Стружколом | 4.10 |
Управление надежностью | 5.22 |
Управление надежностью режущего инструмента | 5.22 |
Фаска лезвия | 4.3 |
Фреза | 3.2.3 |
Хвостовик | 1.5.1 |
Хвостовик режущего инструмента | 1.5.1 |
Цековка | 3.24.5 |
Часть крепежная | 1.5 |
Часть лезвийного инструмента калибрующая | 1.2.2 |
Часть режущего инструмента крепежная | 1.5 |
Часть режущего инструмента направляющая | 1.3 |
Часть режущего инструмента рабочая | 1.2 |
Часть лезвийного инструмента режущая | 1.2.1 |
Часть режущего инструмента соединительная | 1.4 |
Шевер | 3.28 |
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ТЕРМИНОВ НА НЕМЕЦКОМ ЯЗЫКЕ
Anflachsenker | 3.24.5 |
Arbeitsteil vom Schneidwerkzeug | 1.2 |
Bohrer | 3.24.1 |
Einschneidiges Werkzeug | 3.5 |
Feile | 3.27 |
3.23 | |
Freiflache | 1.6.2 |
| 4.1.2 |
Gewindebohrer | 3.24.6 |
Hartmetallwerkzeug | 3.2 |
Hinterdrehter Zahn | 4.1.1 |
Kalibrierzahn | 4.1.4 |
Kopfsenker | 3.24.5 |
Mehrschneidiges Werkzeug | 3.6 |
3.2.2 | |
Messer | 4.7 |
Oxidkeramisches Werkzeug | 3.3 |
| 3.25 |
Reibahle | 3.24.3 |
| 3.26 |
Schabrad | 3.28 |
Schneide | 1.6.3 |
Schneideisen | 3.24.7 |
Schneidkeil | 1.6 |
Schneidplatte | 4.5 |
Schneidwerkzeug aus Schnellarbeitsstahl | 3.1.1 |
Schneidwerkzeug zur Holzbearbeitung | 2.4 |
Schneidwerkzeug zur Metallbearbeitung | 2.3 |
Spanbrecher | 4.10 |
| 1.6.1 |
Spanleitnut (e) | 4.9.2 |
Spannut (e) | 4.9 |
Spiralsenker | 3.24.2 |
Spitzsenker | 3.24.4 |
Stirnzahn | 4.1.6 |
Umfangszahn | 4.1.5 |
Werkzeugaufnahme | 1.5.2 |
| 1.7 |
Werkzeugschaft | 1.5.1 |
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ТЕРМИНОВ НА АНГЛИЙСКОМ ЯЗЫКЕ
Blade | 4.7 |
Broach | 3.25 |
Cemented-carbide cutting tool | 3.2 |
Cemented-oxide cutting tool | 3.3 |
Chip breaker | 4.10 |
Chip-control groove | 4.9.2 |
Core drill | 3.24.2 |
Counterbore | 3.24.5 |
Countersink | 3.24.4 |
Cutting edge | 1.6.3 |
Cutting tip | 4.5 |
Cutting wedge | 1.6 |
Drill | 3.24.1 |
End tooth | 4.1.6 |
Face | 1.6.1 |
File | 3.27 |
Finish tooth | 4.1.4 |
Flank | 1.6.2 |
Flute | 4.9 |
Form-relieved tooth | 4.1.1 |
Gear-shaving cutter | 3.28 |
High-speed steel-cutting tool | 3.1.1 |
Metal-cutting tool | 2.3 |
Milled tooth | 4.1.2 |
Milling cutter | 3.23 |
Multi-point cutting tool | 3.6 |
Peripheral tooth | 4.1.5 |
Reamer | 3.24.3 |
Saw blade | 3.26 |
Single-point cutting tool | 3.5; 3.22 |
Spot facer | 3.24.5 |
Tap | 3.24.6 |
Threading die | 3.24.7 |
Tool body | 1.7 |
Tool mounting bore | 1.5.2 |
Tool shank | 1.5.1 |
Wood-cutting tool | 2.4 |
Working part of cutting tool | 1.2 |
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ТЕРМИНОВ НА ФРАНЦУЗСКОМ ЯЗЫКЕ
Alesage de l'outil | 1.5.2 |
Alesoir | 3.24.3 |
Alesoir-fraise | 3.24.4 |
1.6.3 | |
Brise-copeau | 4.10 |
Broche | 3.25 |
Corps de l'outil | 1.7 |
Dent de bout | 4.1.6 |
Dent de calibrage | 4.1.4 |
Dent | 4.1.1 |
Dent | 4.1.2 |
Dent | 4.1.5 |
Face de coupe | 1.6.1 |
Face de depoille | 1.6.2 |
3.24.7 | |
Foret | 3.24.1 |
Foret aleseur | 3.24.2 |
Fraise | 3.23 |
Goujure | 4.9 |
Lame | 4.7 |
Lame de scie | 3.26 |
Lime | 3.27 |
Mise de coupe | 4.5 |
Outil | 3.24.1 |
Outil | 3.24.2 |
Outil | 3.22 |
Outil | 3.6 |
Outil | 3.5 |
Outil coupant en acier rapide | 3.1.1 |
Outil coupant en ceramiques | 3.3 |
Outil coupant en metal dur | 3.2 |
Outil coupant pour Ie travail du bois | 2.4 |
Outil coupant pour Ie travail du metal | 2.3 |
Outil couteau "shaving" | 3.28 |
Partie active de l'outil | 1.2 |
Queue de l'outil | 1.5.1 |
Reinure | 4.9 |
Reinure roule-copeau | 4.9.2 |
Taillant | 1.6 |
Taraud | 3.24.6 |
ПРИЛОЖЕНИЕ
Справочное
ПОЯСНЕНИЯ К НЕКОТОРЫМ ТЕРМИНАМ
1, 2. (Исключены, Изм. N 1).
3. К терминам "Критерий отказа режущего инструмента" и "Критерий затупления режущего инструмента". Критерий отказа режущего инструмента определяется в зависимости от требований к обработке при выполнении конкретной технологической операции. Например, на операциях предварительной обработки с невысокими требованиями к шероховатости поверхности и точности размеров критериями отказа могут быть приняты предельно допустимые значения износа инструмента по задней поверхности лезвия, определенные по условию его рациональной эксплуатации, значения силы резания. На операциях окончательной обработки режущим инструментом, где основными требованиями к обработке являются допуски размеров формы и расположения обработанных поверхностей, критерием отказа может быть принято их предельно допустимое значение. Критерий затупления режущего инструмента - частный случай критерия отказа характеризуется значением износа инструмента, преимущественно по задней поверхности лезвия.
4. (Исключен, Изм. N 1).
5. К термину "Период стойкости режущего инструмента". Период стойкости является частным случаем временной наработки до отказа и между отказами, когда наработка выражена временем резания. Существует связь между периодом стойкости и наработкой между отказами, например, временная наработка между отказами, выраженная машинным временем , и период стойкости
связаны зависимостью:
 ,
,
где и
- соответственно длина и время рабочего хода инструмента;
,
- соответственно длина и время резания.
Путевая наработка между отказами и период стойкости
связаны зависимостью:
![]() ,
,
где - скорость резания, м/мин.
6. К термину "Назначенная периодичность восстановления режущего инструмента". Восстановление режущего инструмента осуществляется: при отказе или по назначенной периодичности. Периодичность восстановления инструментов определяется с учетом их функционального назначения, конструктивного исполнения приспособленности к восстановлению, а также ограничений условий технологической операции, например, обеспечением наибольшей производительности или наименьших приведенных затрат на обработку.
7. К термину "Надежность режущего инструмента". Надежность режущего инструмента - одно из совокупности свойств, обусловливающих его качество, является комплексным свойством, которое может включать безотказность, долговечность, восстанавливаемость и ремонтопригодность режущего инструмента как в отдельности, так и определенное сочетание этих свойств. Эти свойства обеспечивают при проектировании, изготовлении и эксплуатации инструмента. Безотказность является основным свойством, определяющим надежность режущих инструментов, непрерывное сохранение работоспособности которых необходимо для завершения обработки. Долговечность, как свойство, определяющее, главным образом, эффективность использования инструмента, является наиболее значимым для сложных дорогостоящих режущих инструментов, например, червячных фрез, долбяков, протяжек и др. В зависимости от принципа ограничения наработки, а также последствий отказа, надежность режущего инструмента может оцениваться одним или несколькими показателями, характеризующими одно или несколько ее свойств.
8. К терминам "Относительная гамма-процентная наработка режущего инструмента" и "Относительный гамма-процентный период стойкости режущего инструмента". Относительная гамма-процентная наработка характеризует однородность исходных свойств, например лезвий, условий обработки. Относительная гамма-процентная наработка характеризует эффективность метода управления надежностью режущего инструмента. Как при неизменной средней наработке между отказами , так и при ее увеличении предпочтителен метод, обеспечивающий увеличение относительной гамма-процентной наработки. Данные пояснения справедливы и для термина "Относительный гамма-процентный период стойкости".
9. К термину "Управление надежностью режущего инструмента". Управление надежностью режущего инструмента предусматривает действия, направленные на измерение параметров инструмента, характеристик и условий обработки. Управление надежностью режущего инструмента при неизменной средней наработке между отказами достигается:
- увеличением вероятности безотказной работы при заданной наработке , т.е.
![]() ,
,
где - исходная функция вероятности безотказной работы;
- увеличением наработки при заданной вероятности безотказной работы, т.е. ![]() при
при ![]() , как показано на чертеже.
, как показано на чертеже.
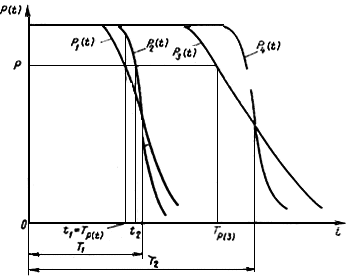
При увеличении средней наработки между отказами , достигается одновременное увеличение гамма-процентной наработки
![]()
с заданной вероятностью безотказной работы для любых , т.е.
![]() .
.
При сочетании указанных методов управления надежностью инструмента безотказность последнего характеризуется функцией , как показано на рисунке. Это достигается, например, централизованной заточкой лезвий, регулированием параметров режима резания в течение назначенной средней наработки между отказами
и др.
10. К термину "Резервирование режущего инструмента". Повышение показателей надежности режущего инструмента может быть достигнуто путем введения избыточных элементов рабочей или крепежной частей.
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1990
{kind=link}